جوشکاری gmaw یا قوس الکتریکی با گاز محافظ زیر ذرهبین

جوشکاری انواع مختلفی دارد، یکی از آنها جوشکاری قوس الکتریکی با گاز محافظ یا جوشکاری gmaw است که کاربردهای متنوعی در صنعت عمران دارد. آیا اطلاعات کافی در مورد این روش دارید؟! آیا میدانید چه تجهیزاتی دارد؟! به همین دلیل در این مقاله به بررسی کامل و دقیق آن پرداختهایم تا تمامی نکات حرفهای لازم را برایتان بازگو کنیم. بنابراین این مقاله جامع و کامل آکادمی عمران را از دست ندهید!
جوشکاری چیست؟
جوشکاری فرآیندی است که در آن با استفاده از گرما، فشار یا هردو قطعات را بهم جوش میدهند.
یکی از منابع حرارتی مورد استفاده در جوشکاری، قوس الکتریکی است. جوشکاری قوس الکتریکی انواع مختلفی دارد، یکی از آنها جوشکاری قوسی با گاز محافظ یا GMAW است که در فیلم زیر به توضیحات آن پرداختهایم پس تماشای آن را از دست ندهید.
جوشکاری قوس الکتریکی با گاز محافظ یا GMAW چیست؟
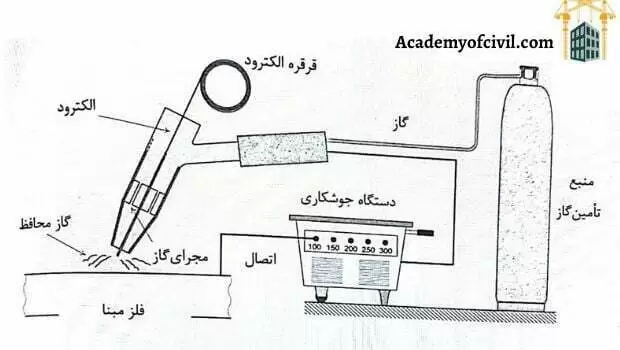
در جوشکاری GMAW از الکترود بدون پوشش (لخت) به صورت ممتد و گازی که به عنوان ماده محافظ از ورود هوا به حوضچه جوش جلوگیری میکند، استفاده میشود.
الکترود سیمی از میان یک قرقره عبور کرده و هدایت آن همراه با گاز محافظ توسط یک تپانچه جوش انجام میگردد.
جوش تحت حفاظت گاز، فرآیندی است که در آن الکترود مصرفی، که تحت پوشش گاز محافظ قرار دارد، به صورت خودکار تغذیه میشود.
از آن جا که خصوصیات الکترود قوس و سرعت رسوب، به صورت خودکار تنظیم میشوند، تنها سرعت انتقال، هدایت و تنظیم مکان انبر مخصوص جوشکاری است که به صورت دستی و توسط جوشکار انجام میشود.
در این روش الکترود مفتول لخت و پیوستهای است که از میان گیره الکترود گذشته و با یک قرقره تغذیه میشود.
جوشکاری قوسی با گاز محافظ CO2
در جوشکاری قوس الکتریکی با گاز محافظ ، حفاظت با سپری از گاز غیرفعال همانند آرگون یا فعال مانند کربن دی اکسید صورت میپذیرد.
به طور معمول گازهای مرکب به تنهایی برای این روش جوشکاری استفاده نمیشوند و تنها استفاده از گاز دی اکسید کربن به تنهایی یا مخلوط با دیگر گازهای غیرفعال به طور گستردهای در این نوع جوشکاری رایج است.
گاز محافظ باید طبق آئیننامههای مربوطه انتخاب شود و هیچ گل جوشی توسط گاز محافظ در محل جوش باقی نماند.
انجام جوش توسط گاز محافظ به دلیل نیاز به تجهیزات و گاز معمولاً در کارخانهها امکانپذیر است. این نوع جوشکاری در محوطه کارگاه به دلیل وجود جریان باد مورد استفاده قرار نمیگیرد.
پس میتوان گفت که جوشکاری قوس الکتریکی با گاز محافظ CO2 بیشتر انجام میپذیرد.

ویژگیها و خصوصیات جوشکاری GMAW چیست؟
پس از پاسخ به سوالاتی مانند جوشکاری gmaw چیست و کدام گاز محافظ در جوشکاری استفاده میشود، به ویژگیها و خصوصیات آن میپردازیم. برخی از ویژگیهای جوشکاری با گاز CO2 عبارتند از:

۳۰ ساعت آموزش حرفهای دفترفنی و ساختمان سازی
- تغذیه پیوسته سیم جوش
- عدم وجود سرباره و در نتیجه عدم نیاز به تمیزکاری جوش
- نرخ رسوب زیاد در نوار جوش
- حرارت و اعوجاج کم (حرارت ایجاد شده نسبت به سایر روشها کمتر است، در نتیجه اعوجاج جوشکاری کمتر است.)
- جوشکاری تحت حفاظت گاز باید در محیطهای بسته و کارخانهای و بدون وزش باید انجام شود. اما در موقعیتهای مختلف به صورت نیمه خودکار قابل استفاده است.
- عدم نفوذ هیدروژن در نوار جوش
مدلهای انتقال
خصوصیات جوشکاری قوس الکتریکی با گاز محافظ را میتوان با چهار مدل اصلی انتقال فلز به خوبی توضیح داد. چهار مدل اصلی انتقال عبارتند از:
- انتقال سپری محوری
- انتقال قطرهای
- انتقال پالسی
- انتقال کوتاه
منظور از مدل انتقال فلز، طریقه جدا شدن قطرات مذاب از نوک الکترود و انتقال آنها به حوضچه مذاب است.
هر یک از مدلهای انتقال فلز مشخصات متفاوتی دارند، به نحوی که میتوان هر یک را به عنوان یک فرآیند جوشکاری متفاوت تلقی کرد.
مدل انتقال فلز به فاکتورهایی مانند میزان ولتاژ و شدت جریان، نوع گاز محافظ مورد استفاده و مشخصات منبع قدرت بستگی دارد.
یکی از وجوه تمایز بین مدلهای فوق، اختلاف در میزان حرارت ورودی به قطعه کار است. حالت اسپری بیشترین حرارت ورودی را ایجاد میکند و بعد از آن بیشترین حرارت ورودی به ترتیب در حالت پالسی، حالت قطرهای و در آخر در حالت قوس کوتاه ایجاد میشود.
بنابراین انتخاب مدل اسپری برای جوشکاری مقاطع ضخیم با سرعت بالا بهترین انتخاب است، اگر چه با این قوس، امکان جوشکاری تنها در وضعیت تخت میسر است.
امکان جوشکاری در حالت اتصال کوتاه در تمام وضعیتها وجود دارد، اما جهت جوشکاری مقاطع ضخیم به دلیل کم بودن میزان انرژی قوس، احتمال بروز ذوب ناقص زیاد است.
برای اینکه در مورد تمام حالات و وضعیتهای جوشکاری بیشتر بدانید به مقاله ” حالات جوشکاری لوله “ سر بزنید.

تجهیزات جوشکاری gmaw
تمام فرآیند توسط تجهیزاتی کنترل میشوند که شامل موارد زیر هستند:
- مولد
- کپسول گاز کربن دی اکسید یا ترکیبی از کربن دی اکسید و آرگون
- واحد تغذیه سیم جوش
- انبر مخصوص جوشکاری و کابلها
انبر مخصوص جوشکاری و کابل سه وظیفه عمده بر عهده دارند که عبارتند از:
- از طریق آنها گاز وارد منطقه قوس میشود.
- از طریق آنها انرژی الکتریکی به مجرای اتصال متصل میشود.
- به وسیله آنها الکترود مصرفی به مجرای اتصال هدایت میشود.

در صورتی که مایل به یادگیری تمام نکات اجرای ساختمان از جمله جوشکاری هستید توصیه میکنیم آموزش اجرای ساختمان را از دست ندهید.
مسیر پیشنهادی مطالعه مقالات آکادمی عمران







خیلی ممنونم از توضیحاتتون
سلام وقت بخیر
خوشحالیم که سایت ما برای شما مفید هست