جوشکاری چیست؟ | معرفی انواع جوشکاری و روشهای اجرای آن

حتما تا به حال جرقههای جوشکاری توجهتان را جلب کرده است، اما شاید این سؤال برایتان پیش آمده باشد که جوشکاری چیست و چگونه قطعات را بهصورت دائمی به هم متصل میکند. جوشکاری ساختمان تنها یک عملیات ساده نیست، بلکه دانشی فنی با نقش کلیدی در صنعت عمران و ساختوساز محسوب میشود. آشنایی با مفهوم جوشکاری، تجهیزات مورد نیاز و انواع روشهای آن کمک میکند تا بتوان متناسب با شرایط پروژه، بهترین روش اتصال را انتخاب کرد. در این مقاله از آکادمی عمران، بهصورت جامع و کاربردی با اصول، انواع و نکات مهم جوشکاری آشنا میشوید. پس توصیه میکنیم، این مقاله کامل و جامع آکادمی عمران را از دست ندهید!
برای درک بهتر جوشکاری، ابتدا ویدیوی زیر را مشاهده کنید. این ویدیو تنها بخشی از آموزش اجرای ساختمان است که در آن، جزئیات اجرای اسکلتهای فولادی و بتنی و سایر مراحل اجرایی بهصورت کامل آموزش داده شده است.
جوشکاری چیست؟
جوشکاری یکی از مهمترین روشهای اتصال در صنعت و ساختمان است. اغلب سازهها از اعضای مختلفی تشکیل شدهاند که برای عملکرد صحیح، باید بهصورت دائمی یا نیمهدائمی به یکدیگر متصل شوند. این اتصال میتواند به روشهای مختلفی انجام شود که هرکدام ویژگیها و کاربردهای خاص خود را دارند.
بهطور کلی، روشهای اتصال اعضای سازه را میتوان بر اساس نوع فرآیند اتصال به سه دسته اصلی تقسیم کرد:
- روشهای مکانیکی مانند پیچ، پرچ و میخ که اتصال قطعات را بدون تغییر ساختار ماده و بهصورت فیزیکی انجام میدهند.
- روشهای شیمیایی شامل انواع چسبهای معدنی و آلی که با ایجاد پیوند شیمیایی بین سطوح، قطعات را به هم متصل میکنند.
- روشهای متالورژیکی مانند جوشکاری و لحیمکاری که با بهرهگیری از اصول مهندسی مواد، اتصال دائمی و یکپارچه ایجاد میکنند.

بیش از ۵۰ ساعت آموزش حرفهای ولی رایگان دفترفنی و ساختمان سازی
اما جوشکاری چیست؟
جوشکاری فرآیندی است که در آن دو یا چند قطعه، معمولا فلزی، به کمک حرارت، فشار یا ترکیبی از هر دو بهصورت دائمی به یکدیگر متصل میشوند. در بسیاری از روشهای جوشکاری، با اعمال حرارت، ناحیهای از قطعه یا فلز پرکننده به حالت مذاب درآمده و پس از سرد شدن، اتصال یکپارچهای بین قطعات ایجاد میشود.
برخلاف تصور رایج، جوشکاری تنها به ذوب فلز محدود نمیشود؛ در برخی روشها مانند جوشکاری فورجینگ یا جوشکاری اصطکاکی، اتصال بدون ذوب کامل و تنها با اعمال فشار و حرارت کنترلشده انجام میگیرد.
نکته بسیار مهم در فرآیند جوشکاری این است که حرارت ایجادشده نباید باعث افت نامطلوب خواص مکانیکی و متالورژیکی قطعه شود. به همین دلیل، انتخاب صحیح روش جوشکاری و کنترل پارامترهای آن نقش تعیینکنندهای در کیفیت اتصال دارد.
امروزه با توجه به تنوع مواد و کاربردها، بیش از ۳۰ تا ۴۰ روش مختلف جوشکاری وجود دارد که هرکدام برای شرایط خاصی طراحی شدهاند؛ از سازههای فلزی سنگین گرفته تا صنایع ظریف مانند خودروسازی و حتی اتصال پلاستیکها و چوب.
در جوشکاری از انواع مختلفی از درزها و اتصالات استفاده میشود که از پرکاربردترین آنها میتوان به جوش گوشه و جوش شیاری اشاره کرد. هر یک از این نوع جوشها، بسته به شکل اتصال و نوع بارگذاری، کاربرد خاص خود را دارند.
اگر قصد دارید نقشههای فنی را بهدرستی تفسیر کنید، آشنایی با علائم جوشکاری در نقشهها ضروری است. در این زمینه میتوانید به مقاله علائم جوشکاری مراجعه کنید.

کاربرد جوشکاری
جوشکاری یکی از پرکاربردترین فرآیندهای اتصال در صنایع مختلف است و نقش کلیدی در ساخت، تعمیر و نگهداری سازهها و تجهیزات ایفا میکند. از سازههای عظیم فلزی گرفته تا قطعات ظریف صنعتی، کاربرد جوشکاری تقریبا در تمام شاخههای صنعت قابل مشاهده است.
بهطور کلی، کاربردهای جوشکاری را میتوان در چند حوزه اصلی دستهبندی کرد:
- صنایع ساختمانی و عمرانی برای اتصال تیرها، ستونها، خرپاها، اسکلتهای فلزی و اجزای سازهای
- صنعت حملونقل (خودروسازی، صنایع ریلی، کشتیسازی و هوافضا) جهت جوشکاری قطعات بدنه، شاسی و اجزای سازهای
- صنایع نفت، گاز و پتروشیمی بهمنظور ایجاد استحکام، آببندی و افزایش مقاومت در برابر خوردگی در خطوط لوله، مخازن تحت فشار و تأسیسات صنعتی
- صنایع تولیدی و کارگاهی برای جوشکاری و ساخت ماشینآلات، تجهیزات صنعتی، قالبها و قطعات فلزی
- تعمیر و نگهداری تجهیزات و قطعات آسیبدیده، ترکخورده یا فرسوده بهمنظور افزایش عمر مفید آنها
علاوه بر نوع صنعت، جوشکاری از نظر محیط اجرا نیز کاربردهای متنوعی دارد، از جمله:
- جوشکاری در فضاهای بسته
- جوشکاری در محیطهای باز
- جوشکاری زیر آب
- جوشکاری در خلأ یا شرایط خاص صنعتی
هر یک از این شرایط نیازمند روش جوشکاری مناسب، تجهیزات ویژه و نیروی متخصص است. استفاده از روشهای نادرست یا اجرای غیر اصولی جوشکاری میتواند باعث کاهش استحکام اتصال، آسیب به قطعه و حتی خطرات جبرانناپذیر جانی شود.

وسایل اصلی در جوشکاری
برای انجام فرآیند جوشکاری، استفاده از تجهیزات و ابزارهای مشخصی ضروری است. بهطور کلی، وسایل مورد نیاز در جوشکاری بهگونهای طراحی شدهاند که امکان ایجاد حرارت یا فشار لازم را فراهم کرده و شرایط مناسب برای اتصال قطعات را مهیا کنند.
در سادهترین حالت، فرآیند جوشکاری از سه جزء اصلی تشکیل میشود:
1- منبع تولید حرارت یا فشار
منبع تولید انرژی در جوشکاری میتواند بهصورت الکتریکی، شعله گازی، اصطکاکی یا حتی پرتو لیزر باشد. وظیفه این بخش، تأمین حرارت یا فشار لازم برای ذوب یا نرم شدن فلز در ناحیه اتصال است.
2- فلز پایه
فلز پایه به قطعاتی گفته میشود که قرار است به یکدیگر متصل شوند. جنس، ضخامت و خواص مکانیکی فلز پایه نقش مهمی در انتخاب روش جوشکاری و نوع اتصال دارد.
3- فلز پرکننده یا فلز جوش
فلز پرکننده مادهای است که در برخی روشهای جوشکاری ذوب شده و فضای بین قطعات را پر میکند. استفاده از فلز جوش همیشه الزامی نیست و در برخی فرآیندها، اتصال بدون فلز پرکننده و تنها با ذوب یا فشار انجام میشود.
برای آشنایی کاملتر با انواع دستگاهها، ابزارها و تجهیزات ایمنی جوشکاری و بررسی کاربرد هر یک، پیشنهاد میکنیم مقاله وسایل جوشکاری را مطالعه کنید.

کاربرد جوشکاری در اتصال فلزات
جوشکاری یکی از رایجترین و مستحکمترین روشهای اتصال فلزات به یکدیگر است. اگرچه ممکن است در نگاه اول لحیمکاری بهعنوان روش اتصال فلزات به ذهن برسد، اما لحیمکاری از نظر دما، استحکام و نوع اتصال تفاوت اساسی با جوشکاری دارد.
در جوشکاری، حرارت بهاندازهای بالا است که سبب ذوب شدن فلز پایه و تشکیل حوضچه جوش میشود. این حوضچه پس از سرد شدن، اتصال دائمی و یکپارچهای بین قطعات ایجاد میکند. علاوه بر حرارت، در برخی روشها از فشار نیز برای بهبود کیفیت اتصال استفاده میشود.
در بسیاری از فرآیندهای جوشکاری فلزات، از گاز محافظ بهمنظور جلوگیری از اکسید شدن و آلودگی فلز مذاب استفاده میشود. این موضوع بهویژه در جوشکاری فلزات نازک و حساس اهمیت بالایی دارد.
کاربرد جوشکاری در اتصال پلاستیک
برخلاف تصور عموم، جوشکاری تنها به فلزات محدود نمیشود و پلاستیکها نیز قابلیت جوشکاری دارند. در جوشکاری پلاستیک، با ایجاد حرارت و فشار مناسب، پیوند مولکولی بین دو قطعه پلاستیکی سازگار ایجاد میشود.
بهطور کلی، مراحل جوشکاری پلاستیک شامل موارد زیر است:
- اعمال فشار
- گرم کردن ناحیه اتصال
- سرد شدن و تثبیت اتصال
روشهای جوشکاری پلاستیک میتوانند بر اساس نوع کاربرد، از گرمایش داخلی یا خارجی استفاده کنند.

کاربرد جوشکاری در اتصال چوب
در جوشکاری چوب، اتصال قطعات بدون استفاده از میخ یا چسب انجام میشود. این فرآیند معمولاً با استفاده از گرمای حاصل از اصطکاک صورت میگیرد و باعث نرم شدن لیگنین موجود در چوب و ایجاد اتصال بین قطعات میشود.
جوشکاری چوب یک روش سریع و نوین است که در برخی کاربردهای صنعتی و پژوهشی مورد استفاده قرار میگیرد و امکان ایجاد اتصال تمیز و یکنواخت را فراهم میکند.

انواع جوشکاری (مکانیزم اتصال)
شناخت انواع جوشکاری و تفاوت بین روشهای مختلف آن، نقش مهمی در انتخاب مناسبترین فرآیند برای هر کاربرد دارد. هر روش جوشکاری، بسته به نوع اتصال، جنس قطعات و شرایط اجرا، ویژگیها و محدودیتهای خاص خود را دارد.
بهطور کلی، جوشکاری از نظر مکانیزم ایجاد اتصال به دو دسته اصلی زیر تقسیم میشود:
- مذاب (ذوبی)
- جامد (غیر ذوبی)
در ادامه، فرآیندها و روشهای هر یک را بهطور جداگانه بررسی میکنیم.

1- جوشکاری ذوبی (حالت مذاب)
در جوشکاری حالت مذاب یا ذوبی، لبهها یا سطوح اتصال قطعات با حرارت ذوب شده و سپس با استفاده از فلز پرکننده یا بدون آن، مواد مذاب با هم ترکیب میشوند. پس از سرد شدن، اتصال یکپارچه و مقاوم ایجاد میشود.
در این نوع جوشکاری دو نکته مهم وجود دارد:
- استفاده یا عدم استفاده از فلز پرکننده
- اعمال یا عدم اعمال فشار
جوشکاری ذوبی تنها محدود به فلزات نیست؛ بلکه میتوان از آن برای اتصال ترموپلاستیکها، پلاستیکها و حتی مواد سرامیکی نیز استفاده کرد. در اتصال پلاستیکها و سرامیکها، این فرآیند به عنوان جوشکاری امتزاجی شناخته میشود.
کیفیت جوش حاصل در حالت مذاب به میزان زیادی به نحوه اجرا و کنترل حرارت بستگی دارد. از جمله ویژگیهای مهم جوشکاری ذوبی میتوان به موارد زیر اشاره کرد:
- شدت منبع حرارتی
- نرخ ورود حرارت به قطعه
- نحوه پوششدهی ناحیه جوش
انواع جوشکاری ذوبی
از انواع جوشکاری حالت مذاب میتوان به موارد زیر اشاره کرد:
- جوشکاری گازی
- جوشکاری لیزری
- جوشکاری با پرتوی الکترونی
- جوشکاری قوس الکتریکی
جوشکاری گازی
در جوشکاری گازی از سیم جوش به عنوان ماده جوش استفاده کرده و گازها تحت فشار به مشعل جوش، هدایت و با هم مخلوط شده، سپس در نازل مشعل با دمای حدود 3000 درجه سانتیگراد شعلهور میشوند تا این عملیات انجام شود.

این نوع از جوشکاری با نام جوش کاربید نیز معروف است. برای جوشکاری گازی از گاز اکسیژن و استیلن (C2H2) با نسبتهای مساوی استفاده میشود.
به طور عمده در کارگاههای کوچک برای تعمیرات جزئی و متصل کردن ورقهای نازک استفاده میشود و کاربردی در صنعت ساخت ندارد.
این نوع جوشکاری به دو دسته زیر تقسیم میشود:
- اکسی گاز یا جوشکاری با شعله
- اکسی استیلن
جوشکاری لیزری
جوشکاری لیزری یا LBW از آخرین نوآوریهای این صنعت است که در کارهای صنعتی بزرگ مورد استفاده قرار میگیرد و جوش نازک و عمیقی تولید میکند. در این روش از پرتویی با انرژی بالا به عنوان منبع حرارتی جهت ایجاد حوضچه مذاب و جوش دو قطعه استفاده میشود.
جوشکاری لیزری تقریبا برای تمامی مواد مهندسی قابل استفاده است و نیازی به فلز پرکننده ندارد. اما افزایش سرعت جوش در LBW ممکن است سبب ایجاد ترک شود.

جوشکاری با پرتوی الکترونی
جوشکاری با پرتوی الکترونی یا EBW، گرانتر از حالت لیزری است و در میان روشهای جوشکاری تولید حرارت بیشتری دارد. در جوشکاری EBW نفوذ حرارت بسیار عمیق است آنقدر که بتوان قطعاتی با ضخامت زیاد از هر جنسی را به هم متصل کرد.
این روش از نظر اعوجاج و انحراف قطعه کار کمترین مقدار را دارد اما بسیار پر هزینه است.

جوشکاری قوس الکتریکی (قوسی)
در این روش حرارت مورد نیاز جهت ذوب مصالح، توسط قوس الکتریکی تامین میشود. جوشکاری با روش قوس الکتریکی کاربرد بسیاری در ساختمان دارد. قوس الکتریکی منبع حرارتی مناسبی برای فرآیندهای جوشکاری است و میتوان آن را با شدت حرارت زیاد تولید کرد.
پیشنهاد می کنیم برای آشنایی بیشتر با تمام ریزه کاریهای انواع جوشکاری قوسی، مقاله جوشکاری قوس الکتریکی را مطالعه کنید.

جوشکاری قوس الکتریکی انواع مختلفی دارد که عبارتند از:
- جوشکاری با الکترود روکشدار (SMAW) یکی از متداولترین روشهای جوشکاری در ایران است که در آن فلز پایه، الکترود و روکش آن ذوب شده و اتصال برقرار میشود. این روش نمونهای عالی از جوشکاری دستی است.
برای مطالعه کامل مراحل، مزایا و نکات اجرایی، مقاله جوشکاری smaw چیست را مطالعه کنید.
- جوشکاری قوس الکتریکی زیرپودری یا جوشکاری saw از دیگر روشهای متداول جوشکاری در ایران است که از پودر و قوس الکتریکی در جوشکاری استفاده میشود.

- قوس توپودری (FCAW) از سیم توخالی لولهای شکل استفاده میکند که داخل آن پودر یا مواد حفاظتی خاصی قرار دارد. در جوشکاری توپودری این مواد داخلی نقش محافظت از جوش را مشابه پودر در جوشکاری زیرپودری ایفا میکنند.
- جوشکاری GMAW یا قوس الکتریکی با گاز محافظ، روشی خودکار است که الکترود تحت پوشش گاز محافظ (معمولاً CO₂) ذوب شده و جوش ایجاد میکند. برای جزئیات کامل و نکات اجرایی، مقاله جوشکاری gmaw را مطالعه کنید.

- جوشکاری TIG (Tungsten Inert Gas) یا GTAW نوعی جوشکاری قوس الکتریکی است که در آن از الکترود تنگستنی و گاز خنثی برای محافظت از حوضچه مذاب استفاده میشود. مراحل اجرای جوشکاری TIG عبارتند از:
- اتصال یک قطب جریان به قطعه کار
- اتصال قطب دیگر به الکترود تنگستنی
- تشکیل قوس بین الکترود تنگستنی و قطعه مورد نظر
- تشکیل حوضچه مذاب فلز پایه
- حفاظت از حوضچه مذاب با گاز خنثی در برابر عوامل خارجی (به ویژه اکسیژن)
گاز خنثی میتواند بسته به کاربرد از نوع آرگون، هلیم یا نیتروژن باشد. این روش جوشکاری میتواند به هر سه حالت دستی، نیمه خودکار و خودکار اجرا شود.

- جوشکاری قوسی پلاسما (PAW) نوعی جوشکاری با الکترود تنگستنی است که از گاز یونیزه شده (پلاسما) برای ایجاد قوس متمرکز و پایدار استفاده میکند. این روش برای اتصال ورقهای نازک تا ضخیم، به ویژه آلومینیوم، کاربرد فراوانی دارد.
- جوشکاری قوسی کربنی (CAW) روش سنتی جوشکاری که با دو الکترود کربنی و ایجاد قوس میان آنها حرارت تولید میکند. CAW یا Twin Carbon Arc Welding هنوز در صنایع مختلف استفاده میشود و با تنظیم فاصله الکترودها میتوان میزان حرارت را کنترل کرد.
2- جوشکاری حالت جامد
در جوشکاری حالت جامد، فلز ذوب نمیشود و هدف ایجاد اتصال متالوژیکی بین قطعات است. در این روش:
- حرارت اعمال شده نباید از نقطه ذوب فلز بیشتر باشد.
- از آلیاژ پرکن ذوبشونده استفاده نمیشود.
- قطعات تنها تا حدی گرم میشوند که امکان اتصال داشته باشند.
- معمولا در این روش از الکترود استفاده نمیشود.
انواع جوشکاری غیر ذوبی
انواع جوشکاری حالت جامد یا غیرذوبی عبارتند از:
جوشکاری مقاومتی
در میان انواع جوشکاری حالت جامد، جوشکاری مقاومتی بیشترین کاربرد را دارد. در این روش، اتصال دو سطح با اعمال فشار و حرارت ناشی از جریان الکتریکی برقرار میشود. این فرآیند سرعت بالایی دارد و معمولاً نیازی به استفاده از سیم جوش نیست.
جوشکاری مقاومتی به چهار دسته اصلی تقسیم میشود که شامل:
- نقطهای
- درز جوش
- زائدهای
- سرباره
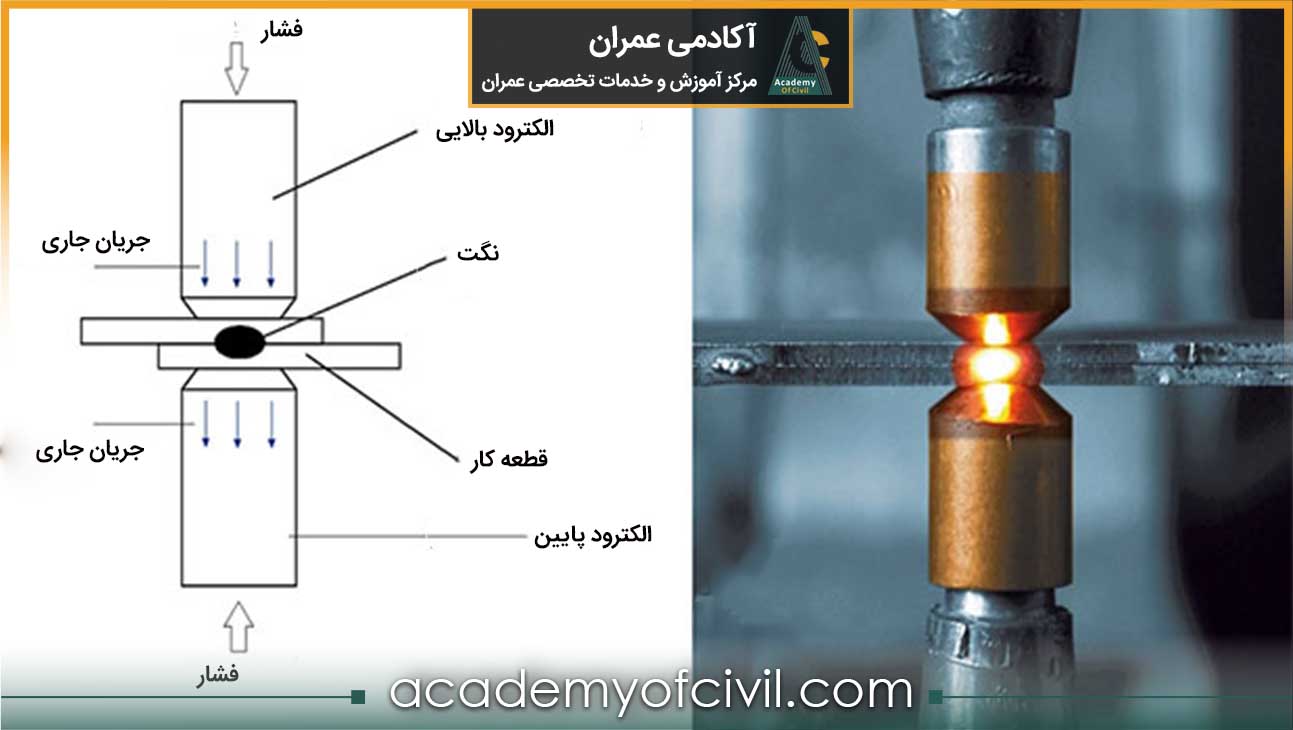
1- نقطهای
در جوشکاری مقاومتی نقطهای یا RSW ، برای ذوب و ترکیب دو قطعه که عمدتا ورقهای فلزی هستند از فشار و گرما استفاده میشود.
حرارت تولیدی به علت مقاومت الکتریکی ورقها و تماس آنها در نقطه اتصال باعث میشود تا فصل مشترک آنها به دمای ذوب رسیده و قطعات خمیری شوند. در این میان با اعمال فشار به همان نقطه دو قطعه بهم جوش میخورند.
2- درز جوش
این روش مکانیزمی مشابه جوش نقطهای برای تولید مفصلهای فلزی دارد. در جوشکاری مقاومتی درز جوش یا RSEW یک جوش رگهای ایجاد شده که با اتصال دو بخش از سازه در نهایت یک مفصل ایجاد میشود. به روش درز جوش، جوش غلطکی یا نواری هم میگویند.

3- زائدهای
جوشکاری مقاومتی زائده ای یا RPW، به این صورت انجام میگیرد که ابتدا یک زائده یا برآمدگی در موضعی که قرار است جوشکاری شود ایجاد شده، سپس با برقراری جریان این زائده حالت خمیری پیدا کرده و جوشکاری انجام میشود.
توجه داشته باشید این روش در میان روشهای جوشکاری کمتر متداول است.

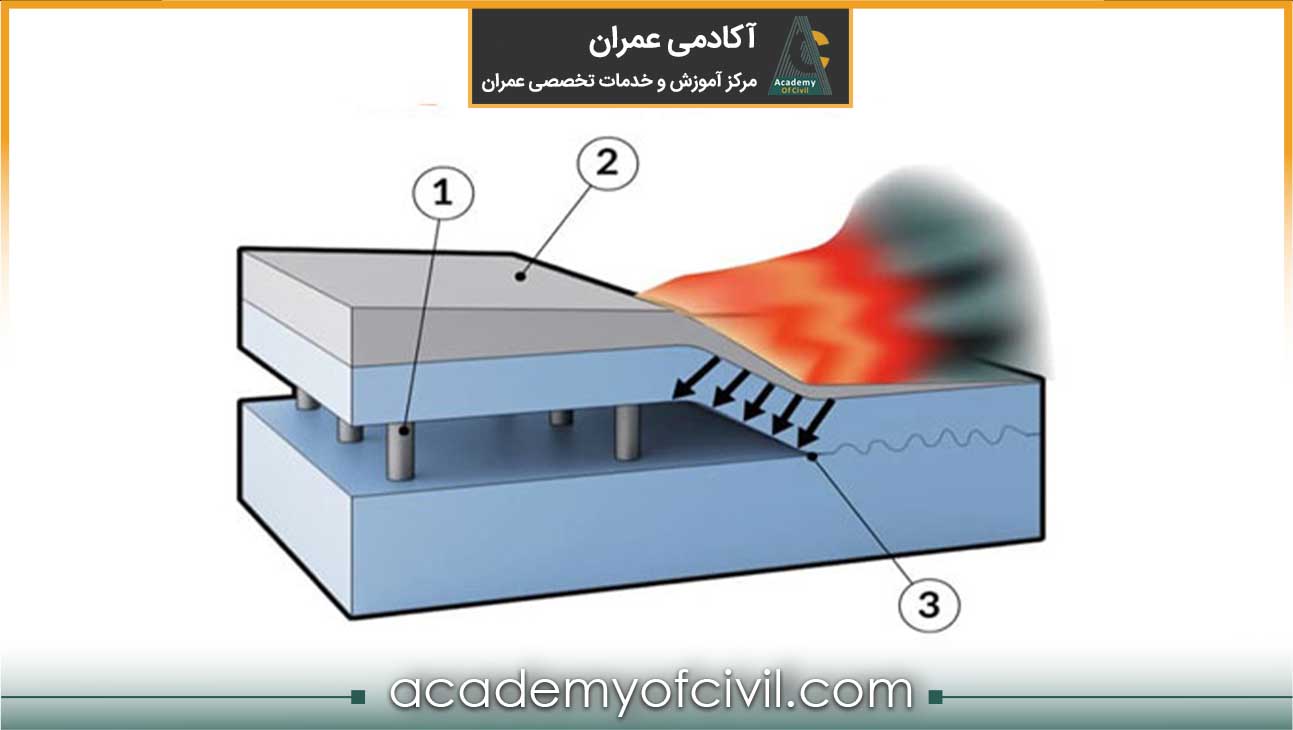
4- سربارهای
در جوشکاری مقاومتی سربارهای یاجوشکاری الکترو اسلگ،جوشکاری توسط حرارت حاصل از مقاومت سرباره جوش در مقابل جریان الکتریکی انجام میشود. جوشکاری ESW در صنعت ساخت و عمران بسیار پرکاربرد است.

جوشکاری اصطکاکی
جوشکاری اصطکاکی یا FRW نوعی جوشکاری حالت جامد است. در این روش، یکی از قطعات با نیروی مکانیکی در جهت مشخصی میچرخد، در حالی که قطعه دیگر ثابت نگه داشته میشود. تماس بین دو سطح و اصطکاک حاصله حرارت لازم را تولید میکند.
این حرارت باعث میشود سطوح تماس به حالت خمیری درآیند و با اعمال فشار و توقف چرخش، اتصال دائمی بین قطعات ایجاد شود. از مزایای مهم این روش، امکان جوشکاری فلزات غیرهمجنس است.

جوشکاری نوردی
جوشکاری نوردی روشی است برای اتصال ورقهای فلزی. ابتدا سطوح دو ورق باید کاملاً تمیز و صاف باشند و روی یکدیگر قرار گیرند تا تماس کامل برقرار شود. سپس با نورد همزمان دو یا چند ورق و اعمال فشار بسیار زیاد، ورقها به صورت متالوژیکی امتزاج پیدا میکنند و اتصال دائمی ایجاد میشود.
جوشکاری انفجاری
در جوشکاری حالت جامد انفجاری، برای اتصال دو ورق فلزی، یک انفجار در ورق بالایی ایجاد میشود. برخورد سریع ورق بالایی با پایینی باعث تشکیل پیوند متالوژیکی در فصل مشترک شده و جوشکاری انجام میگیرد.
این روش نسبت به سایر تکنیکها کاربرد صنعتی کمتری دارد، اما برای موارد خاصی که نیاز به اتصال سریع و قوی است، مفید است.
جوشکاری فراصوتی (UW)
در جوشکاری فراصوتی از ارتعاشات اولتراسونیک با فرکانس ۲۰ تا ۷۰ کیلوهرتز برای ایجاد اتصال بین دو فلز استفاده میشود. در نقطه تماس، نوسانات با فرکانس بالا باعث اعوجاج اتمها و مولکولهای فلزی شده و به کمک فشار، یک اتصال مکانیکی محکم شکل میگیرد.
از دیگر انواع جوشکاری حالت جامد میتوان به روشهای زیر اشاره کرد:
- فشاری
- ضربهای
- اصطکاکی – اختلاطی
- مینیاتوری
- دیفیوژیونی یا نفوذی
برای مطالعه کامل درباره حالتهای مختلف در جوشکاری توصیه میکنیم، مقاله حالت های جوشکاری را مطالعه کنید.

انواع جوشکاری (روش اجرا)
از نظر روش اجرا، جوشکاری به سه دسته کلی تقسیم میشود:
- دستی
- نیمه خودکار
- خودکار
تفاوت اصلی این سه روش در نحوه هدایت انبر، نوع الکترود و روش محافظت از نوار جوش مذاب است. در روشهای دستی و نیمه خودکار هدایت انبر توسط اپراتور انجام میشود، در حالی که در جوشکاری خودکار این وظیفه بر عهده دستگاه است.
همچنین نوع الکترود در این روشها متفاوت است؛ در روش دستی از الکترود روکشدار با طول محدود استفاده میشود، اما در روشهای نیمه خودکار و خودکار از الکترود بدون روکش و پیوسته که روی قرقره پیچیده شده، بهره گرفته میشود.

نحوه محافظت از نوار جوش مذاب نیز در این روشها متفاوت است. در جوشکاری دستی، روکش الکترود هنگام ذوب شدن یک لایه محافظ روی جوش ایجاد میکند، در حالی که در روشهای نیمه خودکار و خودکار این حفاظت توسط گاز یا مواد پودری تأمین میشود. این تفاوتها تعیین میکنند که هر روش برای چه نوع کار و شرایطی مناسبتر است.
از جمله فرآیندهای جوشکاری در حالت خودکار میتوان به زیرپودری و توپودری و در حالت نیمه خودکار به جوشکاری تحت حفاظت گاز CO₂ اشاره کرد. برخی فرآیندهای پرکاربرد عبارتند از:
- جوش زیرپودری (SAW)
- جوش قوسی با الکترود فلزی (SMAW)
- جوش قوسی با الکترود تنگستنی (TIG/GTAW)
- جوش قوسی توپودری (FCAW)
- جوش قوسی پلاسما (PAW)
- جوش قوسی کربنی (CAW)
- جوش سرباره الکتریکی (ESW)
تفاوت اصلی این فرآیندها در نحوه محافظت از نوار جوش هنگام سخت شدن است. برای مثال در جوشکاری دستی، روکش الکترود هنگام ذوب شدن با فلز جوش ترکیب شده و لایه محافظی روی جوش ایجاد میکند.
برای مطالعه کامل درباره انواع الکترودها و نکات مهم آنها، میتوانید به مقاله انواع الکترود جوشکاری مراجعه کنید.

مقایسه انواع روشهای جوشکاری
انواع جوشکاری از نظر روش اجرا پ هر کدام ویژگیها و محدودیتهای خاص خود را دارند. در این بخش، مهمترین جنبههای عملیاتی شامل استحکام اتصال، هزینه، دقت و کاربرد صنعتی بررسی شدهاند.
| روش اجرا | استحکام اتصال | هزینه | دقت | کاربرد |
| دستی | متوسط | پایین | متوسط | تعمیرات، اسکلت فلزی، صنایع کوچک |
| نیمه خودکار | بالا | متوسط | بالا | تولید قطعات صنعتی، سازههای فلزی |
| خودکار | بسیار بالا | بالا | بسیار بالا | صنایع سنگین، هوافضا، کشتیسازی |
این جدول کمک میکند تا به صورت سریع تفاوتهای اصلی بین روشها را بر اساس نیاز صنعتی و ویژگیهای فنی مشاهده کنید.
دو فرآیند مهم در جوشکاری
تا اینجا انواع روشهای جوشکاری را بررسی کردیم. علاوه بر آنها، دو فرآیند دیگر وجود دارد که در دستهبندی اصلی جای نمیگیرند، اما آشنایی با آنها اهمیت دارد:
جوش خمیری یا فورجینگ
این روش عمدتاً برای جوشکاری میلگردها استفاده میشود. در جوش فورجینگ، دو سر میلگرد که هر کدام به یک قطب مولد متصل شدهاند، به یکدیگر نزدیک میشوند. زمانی که قوس الکتریکی بین دو سر میلگرد داغ و سرخ شد، دو سر میلگرد تحت فشار قرار گرفته و به هم متصل میشوند. برای مطالعه جزئیات بیشتر، مقاله فورجینگ چیست را مطالعه کنید.
جوشکاری گل میخ
یکی از رایجترین روشهای جوشکاری، اتصال گل میخهای فلزی به فلز پایه است. در این روش، گل میخ به عنوان الکترود عمل میکند و بین نوک گل میخ و سطح ورق قوس الکتریکی ایجاد میشود. این قوس باعث ذوب نوک گل میخ و اتصال آن به ورق عرشه فولادی میشود. در این فرآیند معمولاً از انبری تپانچهای شکل نیز استفاده میشود.
کدام روش جوشکاری مناسبتر است؟
انتخاب روش جوشکاری به هیچ عنوان یک تصمیم یکسان برای همه شرایط نیست و بسته به کاربرد، مواد، ابعاد قطعات و شرایط محیطی متفاوت است. در ادامه، عوامل کلیدی که در تصمیمگیری تاثیر گذارند بررسی میشوند:
1- نوع ماده و ضخامت قطعه
- فلزات نرم و نازک: روشهای دستی یا نیمهخودکار مانند SMAW یا GMAW مناسب هستند، زیرا امکان کنترل دقیق حرارت و جلوگیری از سوراخ شدن ورق وجود دارد.
- فلزات ضخیم یا با ظرفیت حرارتی بالا: روشهای خودکار مانند جوش زیرپودری (SAW) یا جوشکاری لیزری/پرتوی الکترونی کارایی بالاتری دارند و نفوذ حرارت عمیقتری ایجاد میکنند.
2- دقت و کیفیت جوش
- اتصالات حساس و پیچیده: جوشهای دقیق با کمترین اعوجاج نیازمند روشهای خودکار یا نیمهخودکار تحت گاز محافظ (GMAW, TIG) هستند.
- کارهای تعمیراتی یا اسکلتهای ساده: جوش دستی SMAW معمولاً کافی است و هزینه کمتری دارد.
3- حجم و سرعت تولید
- تولید صنعتی با حجم بالا: روشهای خودکار و رباتیک به دلیل سرعت بالا و امکان تکرار دقیق، هزینه واحد جوش را کاهش میدهند.
- کارگاههای کوچک یا پروژههای تعمیراتی: روشهای دستی یا نیمهخودکار اقتصادیتر و انعطافپذیرتر هستند.
4- هزینه و تجهیزات
- دستی: کمترین هزینه تجهیز و نگهداری، ولی زمانبر و وابسته به مهارت اپراتور.
- نیمه خودکار: متوسط هزینه، نسبت به دستی دقت و سرعت بالاتر.
- خودکار/رباتیک: بالاترین هزینه اولیه، اما بازدهی و کیفیت نهایی بسیار بالا و مناسب پروژههای بزرگ و صنعتی.
5- شرایط محیطی
- محیطهای باز یا نامساعد: جوشکاری دستی یا روشهای مقاوم به شرایط محیطی (مانند SMAW) بهتر عمل میکنند.
- محیط کنترل شده (کارگاه یا خط تولید بسته): روشهای خودکار و نیمهخودکار میتوانند بهرهوری و کیفیت بهینه ایجاد کنند.
علاوه بر موارد ذکر شده، عوامل تخصصی دیگری مانند نیاز به جوشهای همگن یا غیر همگن (مثل اتصال فلزات غیر همجنس)، حساسیت به ترک و تنشهای پسماند و نیاز به بازرسی و کنترل کیفیت پیشرفته نیز در انتخاب روش مناسب موثر است.
جمعبندی
جوشکاری یکی از اساسیترین فرآیندهای اتصال در صنعت ساختمان است که بر پایه حرارت، فشار یا ترکیب آنها انجام میشود. در این مقاله با انواع جوشکاری از نظر مکانیزم اتصال و روش اجرا، کاربردهای آن در مواد مختلف و تجهیزات مورد نیاز آشنا شدیم. تنوع بالای فرآیندهای جوشکاری نشان میدهد که هر روش برای شرایط و کاربرد خاصی طراحی شده است. شناخت این تفاوتها، شرط اصلی اجرای صحیح، ایمن و مهندسیشده جوشکاری در پروژههای صنعتی و ساختمانی است.
در انتهای این مقاله امیدواریم اطلاعات خوبی درباره انواع جوشکاری کسب کرده باشید. در صورتی که در این مورد سوالی دارید میتوانید آن را در بخش دیدگاه با ما به اشتراک بگذارید.
مسیر پیشنهادی مطالعه مقالات آکادمی عمران
سوالات متداول
در جوشکاری، فلز پایه و در بسیاری از موارد فلز پرکننده تا حد ذوب شدن گرم میشوند و پس از سرد شدن، یک اتصال دائمی و یکپارچه ایجاد میشود که مقاومت مکانیکی بالایی دارد. در مقابل، در لحیمکاری، فلز پایه ذوب نمیشود و تنها فلز پرکننده (لحیم) بین سطوح قرار گرفته و با چسبندگی سطحی و نیروهای بینمولکولی اتصال ایجاد میکند؛ به همین دلیل استحکام لحیمکاری معمولاً کمتر و مناسب بارهای سبک یا کاربردهای غیرسازهای است.
هیچکدام برتری مطلق ندارند؛ جوشکاری ذوبی برای اغلب کاربردهای ساختمانی و صنعتی رایجتر است، اما جوشکاری حالت جامد برای کاهش اعوجاج، تنش پسماند و اتصال فلزات غیرهمجنس مناسبتر است.
در سازههای فولادی، جوشکاری قوس الکتریکی با الکترود روکشدار (SMAW) و جوشکاری CO₂ از رایجترین روشها هستند.
خیر، علاوه بر فلزات، پلاستیکها و حتی چوب نیز با روشهای خاصی قابل جوشکاری هستند.












ممنون از محتواتون آقای مهندس مثل همیشه جامع و قابل فهم
سلام وقت بخیر
ممنون از حسن نظر شما
آموزش جوشکاری ساختمان هم دارید تخصصی؟
سلام وقت بخیر
آموزش جوشکاری ساختمان ویژه مهندسان مجری و ناظر است و بخشی از آموزش صفر تا صد نظارت و اجرای ساختمان میشود.
کدوم جوشکاری ها در ایران استفاده نمیشه؟
بیش از ۳۰ فرآیند جوشکاری داریم که اکثر آن ها در ایران استفاده می شود. جوشکاری با لیزر جز مواردی است که کمتر در ایران استفاده شده و رایج نیست
مرسی از شما
خواهش می کنم
موفق باشین
عالی
سلام وقت بخیر.
خوشحالیم که مقاله ما براتون مفید بوده.