جوشکاری زیرپودری یا جوشکاری SAW زیر ذرهبین

جوشکاری زیر پودری یکی از انواع مختلف جوشکاری است که به دلیل استفاده از پودر مخصوص کاربرد تقریباً زیادی در صنعت عمران دارد. آیا در مورد نحوه اجرای این جوشکاری و کاربرد آن میدانید؟! آیا میدانید چه مزایا و معایبی دارد؟! در این مقاله به تمامی ویژگیها، نحوه اجرا، مزایا و معایب جوشکاری زیرپودری پرداختهایم. پس این مقاله جامع و کامل آکادمی عمران را از دست ندهید.
جوشکاری چیست؟
جوشکاری فرآیندی است که در آن با استفاده از گرما، فشار یا هر دو، چند قطعه را به یکدیگر پیوند میدهند.
یکی از روشهای جوشکاری قوس الکتریکی، جوشکاری زیرپودری است که در آن از الکترود استفاده میشود. ابتدا فیلم زیر را مشاهده کنید تا با کلیات این نوع جوشکاری بخش به زبانی ساده آشنا شوید.
جوشکاری زیر پودری چیست؟
در فرایند جوشکاری زیرپودری یا جوشکاری SAW از الکترود بدون روکش (لخت) و پودر به عنوان ماده محافظ استفاده میشود. این روش ماشینی بوده و ماده محافظت کننده به صورت یک نوار پودری روی درز جوش ریخته شده و قوس الکتریکی توسط الکترود لخت در زیر این پودر واقع شده و در حین جوشکاری دیده نمیشود.
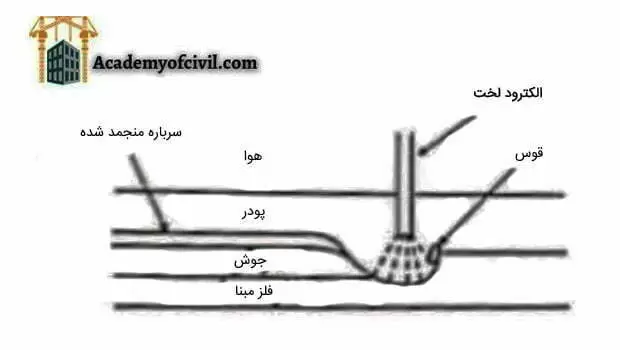
تصویر زیر جوش قوس الکتریکی به کمک پودر را نشان میدهد:
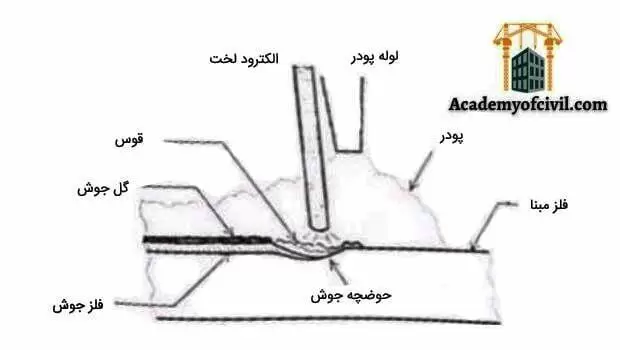
در شکل بالا فلز الکترود با جریان برق و ایجاد قوس الکتریکی ذوب شده و عمل جوش انجام میشود. نقش پودر در جوشکاری زیر پودری سبب پایداری و تثبیت قوس الکتریکی شده و حوضچه جوش را در برابر هوا محافظت میکند. پودر به عنوان سرباره، جوش انجام شده را در برابر سرد شدن سریع محافظت میکند.
پایداری قوس الکتریکی با افزودن کمی اکسید تیتانیم بهبود مییابد و برای اکسیژنزدایی بیشتر و چسبندگی مناسبتر، عناصر و ترکیبات خاصی را میتوان به پودر افزود.
مشخصات مکانیکی جوشهایی که به روش جوشکاری قوسی زیر پودری انجام میشوند عموماً به همان خوبی فلز پایه هستند و به طور معمول یکپارچه بوده و از کیفیت بالایی برخوردارند.
این جوشکاری برای جوشهای طویل و ورقهای ضخیم مناسب است. در حالی که در روش قوس الکتریکی با الکترود روکشدار ضخامت جوش در هر مرحله حدود 3 تا 5 میلیمتر است.
در جوشکاری قوس الکتریکی زیرپودری امکان جوش ورقها با ضخامت تا 15 میلیمتر با عبور جوش وجود دارد.

۳۰ ساعت آموزش حرفهای دفترفنی و ساختمان سازی
نکاتی درباره پودر جوش
- پودر جوش باید کاملاً خشک بوده و در اثر دما ذوب شده و بر روی جوش یک لایه گل جوش یا سرباره ایجاد کند. پودر مصرف نشده خشک شده و مجدداً مصرف میشود.
- در این نوع جوشکاری در واقع پودر نقش روکش در الکترود را ایفا میکند و سبب عملیات جوشکاری بدون پراکندگی، جرقه زدن یا ایجاد دود کامل میشود.
- پودر علاوه بر محافظت از حوضچه مذاب در برابر گازهای هوا، ترکیبات شیمیایی فلز جوش را بهبود داده و به تمیزی فلز جوش کمک میکند.
- پودر جوشکاری زیرپودری در ابتدا ترکیباتی مانند اکومناسیلیکات، منگنز، کلسیم و منیزیم بود که نسبت اکسید منگنز و سیلسیم به عنوان مشخصه پودر معرفی میشد. به تدریج انواع دیگر پودر که دارای مواد قلیایی بیشتر مانند اکسید کلسیم هستند تولید و مورد استفاده قرار گرفتند.

تجهیزات مورد استفاده در جوشکاری زیرپودری
تجهیزات لازم برای جوش قوس الکتریکی زیرپودری عبارتند از:
- مولد
- مدار
- انبر
- مخزن پودر
- روبات هدایت انبر و ریلهای مربوطه
- سیستم نگهداری و هدایت الکترود لخت
کاربرد جوشکاری زیر پودری
جوشکاری به روش قوس زیرپودری اغلب به صورت تخت برای جوشکاری کارخانهای در حالت خودکار یا نیمه خودکار مورد استفاده قرار میگیرد که در ادامه چند مورد از کاربردهای دیگر این جوشکاری را برایتان لیست کردهایم:
- لولهها
- مخازن ذخیره
- مخازن تحت فشار
- سازههای سنگین
- ساخت کشتی
- تولید واگنهای راه آهن
- تولید تیر ورقu

مزایای روش جوشکاری زیر پودری
- تراکمپذیری
- مقاوم بودن در برابر عوامل خورنده
- شکل پذیری مناسب
- مقاومت زیاد در برابر ضربه
- عدم نیاز به جوشکار ماهر
- جوشکاری با سرعت بسیار خوب
- رسوب الکترود با بازدهی بسیار خوب
- نرخ رسوب زیاد
- جوشکاری بدون دود یا تشعشع
معایب جوشکاری SAW
- دیده نشدن جوش در زمان جوشکاری
- محدودیت در حالت و مکان جوشکاری
- عدم کاربرد برای تمامی فلزات
- امکان ایجاد ترک از نوع انقباضی
- امکان ایجاد ترک هیدروژنی
- تجهیزات گران
برای اینکه به طور کامل با تمام نکات اجرای ساختمان آشنا شوید توصیه میکنیم حتما به پکیج صفر تا صد اجرای ساختمان مراجعه کنید.
مسیر پیشنهادی مطالعه مقالات آکادمی عمران







سلام وقت بخیر
تفاوت جوشگاری SAW و SMAW چیه؟
سلام وقت بخیر
smaw جوشکاری با الکترود دستی است
saw جوشکاری زیرپودری است
خیلی ممنونم ازتون.
خواهش می کنم
موفق باشین
سلام با تشکر از سایت خوبتون و مطالب بسیار عالی تون
من یه دستگاه زیر پودری صبا دارم بعضی مواقع داخل جوش سوراخهای ریزی ایجاد میشه سوالم اینه چطور میتونم از این امر جلوگیری کنم
سلام وقتتون بخیر
ممنون از لطف و حسن نظر شما
از تکنسینهای تعمیر دستگاه باید سوال بپرسید متاسفانه ما در این زمینه خیلی اطلاعات نداریم