جوشکاری SMAW یا قوس الکتریکی دستی با الکترود روکش دار

جوشکاری قوس الکتریکی دستی با الکترود روکش دار یا SMAW یکی از روشهای پرکاربرد در جوشکاری است که در امور مختلفی مورد استفاده قرار میگیرد. آیا نکات حرفهای آن را میدانید؟! این روش جوشکاری دارای نکات مهمی است که در این مقاله به طور کامل به آن پرداختهایم، پس این این نکات حرفهای را از دست ندهید و با آکادمی عمران همراه باشید.
توصیه میکنیم ابتدا فیلم زیر را مشاهده کنید تا با کلیات این بخش آشنا شده و با دیدی بیشتری ادامه این مقاله را مطالعه کنید.
جوشکاری فرآیندی است که در آن قطعات مختلف را با استفاده گرما، فشار یا هر دو به یکدیگر متصل میکنند. یکی از روشهای اصلی در این فرآیند استفاده از قوس الکتریکی است. جوشکاری قوس الکتریکی انواع مختلفی دارد که در این مقاله، جوشکاری قوس الکتریکی با الکترود روکشدار را به طور کامل بررسی میکنیم.
تاریخچه جوشکاری قوس الکتریکی دستی با الکترود روکش دار
جوشکاری قوسی توسط الکترود کربن دار در سال 1881 شروع و پس از آن در سال 1888 توسط میله فولادی ادامه یافت.
جوش حاصل به دلیل ورود ناخالصیهایی مانند اکسیژن و ازت دارای کیفیت و خواص نامناسبی بود.
در فاصله بین دو جنگ جهانی اول و دوم پیشرفتهایی در خصوص تولید الکترودهای مناسب جوشکاری حاصل شد.
پس از پایان جنگ جهانی دوم و در دهههای 60 و 70 از قرن بیست میلادی این یپشرفتها چشمگیر شد و تا کنون ادامه دارد.

جوشکاری قوس الکتریکی دستی یا جوشکاری smaw چیست؟
جوشکاری قوس الکتریکی با الکترود روکش دار یکی از سادهترین، متداولترین و به عبارتی کارآمدترین روشهایی است که برای جوشکاری در سازههای فولادی متعارف از آن استفاده میشود.
این روش به نام جوشکاری قوسی با الکترود دستی نیز نامیده میشود. این روش جوشکاری با ذوب فلز پایه، فلز الکترود و روکش آن همراه است و فلز الکترود به عنوان یک ماده پرکننده عمل میکند.

بیش از ۵۰ ساعت آموزش حرفهای ولی رایگان دفترفنی و ساختمان سازی
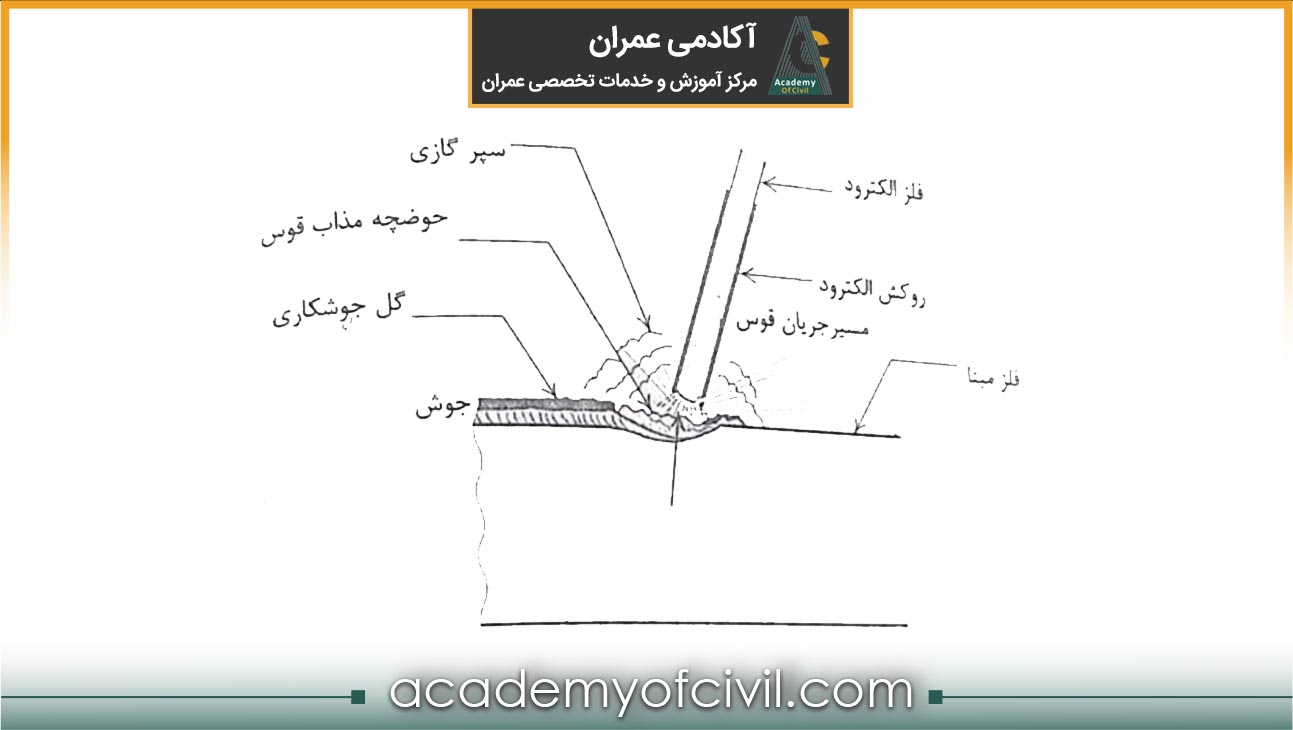
در موقع برقراری قوس الکتریکی و ذوب شدن فلز مبنا و الکترود، قسمتی از پوشش الکترود به گاز محافظ و بخشی دیگر به گل یا سرباره تبدیل میشود.
روکش الکترود مخلوطی گل مانند از سیلیکاتهای سخت کننده همانند فلورایدها، کربناتها، اکسیدها، آلیاژهای فلزی و سلولز است.
جوشکاری دستی متداولترین فرآیند جوشکاری در کارگاههای ساختمانی است که در تمام حالات تخت، افقی، سربالا و سقفی قابل اجرا است.
در مورد انواع حالت های جوشکاری در مقاله ” حالات جوشکاری لوله “ به طور کامل صحبت میکنیم.
شکل زیر عملیات جوشکاری الکترود پوشش دار با استفاده از الکترود روکشدار را همراه با ایجاد حوضچه مذاب قوس و حفاظ گازی نشان میدهد:
تجهیزات موردنیاز برای جوشکاری الکترود روکش دار
وسایل موردنیاز این نوع جوشکاری عبارتند از:
- مولد
- مدار
- انبر
- ماسک
- الکترود روکش دار
کیفیت جوش حاصل بستگی به مهارت جوشکار، نوع الکترود، روکش آن و سایر تجهیزات جوشکاری دارد. مهارت جوشکار و نحوه آموزش جوشکار، اهمیت اول را دارد.
سایر تجهیزات لازم برای جوشکاری با الکترود روکش دار شامل چکش گل زن، برس، گرم کن الکترود و لوله دمیدن هوا برای زدودن گرد و غبار درز جوش است.
روکش الکترود به طور مستقیم در فرآیند جوش دخالت ندارد، اما نقش بسیار عمدهای در افزایش سهولت و کیفیت جوشکاری smaw دارد.

مزایای جوشکاری قوس الکتریکی با الکترود دستی
- قابل حمل، ارزان و ساده بودن تجهیزات مورد استفاده
- حفاظت از فلز پرکننده و فلز جوش در برابر اکسیده شدن
- عدم استفاده از گاز محافظ یا پودر
- حساسیت کمتر
- کاربرد در فضاهایی با دسترسی کمتر
- قابل استفاده برای اکثریت فلزات و آلیاژهای عادی

معایب جوشکاری SMAW
- کم بودن میزان نرخ رسوب در قیاس با سیم جوش
- ناپیوسته بودن فرایند جوشکاری به خاطر طول محدود الکترودها
- نیاز به پاک کردن سرباره از روی جوش پس از هر پاس
- سرعت کم در اجرا
- هزینه دستمزد بالا
- وقت گیر بودن عملیات
اگر مایل به کسب اطلاعات بیشتری از جوشکاری و انواع آن هستید توصیه میکنیم آموزش اجرای ساختمان را از دست ندهید. در این آموزش تمام ریزه کاریهای مراحل اجرای ساختمان را به طور کامل توضیح دادهایم.
مسیر پیشنهادی مطالعه مقالات آکادمی عمران








مثل همیشه عالی بود ممنونم ازتون
سلام وقت بخیر
ممنون از حسن نظر شما.
ایول خیلی خوب توضیح دادین
سلام وقت بخیر
حوشحالیم که براتون مفید بوده
سلام
وقتتون بخیر
یه سوالی که در انتهای این مقاله برام پیش اومد این بود که در کل شما جوشکاری قوس الکتریکی دستی را پیشنهاد میدین یا نه ؟
سلام وقتتون بخیر
ببینید در کل جوشکاری قوس الکتریکی دستی از رایج ترین روشهای جوشکاری است اما این که مناسب برای شماست یا نه بستگی به شرایطتون دارد که باید بررسی گردد.