جوشکاری الکترواسلگ یا سرباره الکتریکی از صفر تا صد در یک مقاله

جوشکاری الکترو اسلگ یا سرباره الکتریکی یکی از انواع روشهای جوشکاری است که برای امور مختلفی مورد استفاده قرار میگیرد. در این مقاله به طور کامل تمامی نکات را برایتان توضیح خواهیم داد و شما را با جوشکاری الکترواسلگ به طور کامل آشنا خواهیم کرد. پس ما در آکادمی عمران با همراه باشید.
به زبان ساده جوشکاری به معنای جوش دادن یا متصل کردن دو قطعه با استفاده از گرما، فشار یا هر دو است. بر همین اساس جوشکاری دارای روشهای مختلفی است که در این مقاله در رابطه با جوشکاری سرباره الکتریکی یا همان جوشکاری الکترو اسلگ به طور کامل توضیح دادهایم اما توصیه میکنیم ابتدا فیلم زیر را مشاهده کنید تا بیشتر از قبل با آن آشنا شوید.
جوشکاری الکترو اسلگ یا سرباره الکتریکی چیست؟
همانطور که در فیلم به طور کامل توضیح داده شد، فرض کنید میخواهیم چهار ورق فلزی را به شکل یک باکس بهم متصل کنیم. جوش دادن سه ورق به یکدیگر به شکل عمود برهم مشکلی ندارد اما وقتی به سراغ اتصال ورق آخر میرویم با موضعی از جوشکاری مواجه هستیم که جوشکار به آن دسترسی لازم را ندارد.
لذا در این حالت مجبور میشویم ورق فلزی را به چند قطعه تقسیم کرده و سپس قطعات را در محل مورد نظر جوش دهیم. پس به عبارتی راهی به جز وصله کردن قطعات نخواهیم داشت.
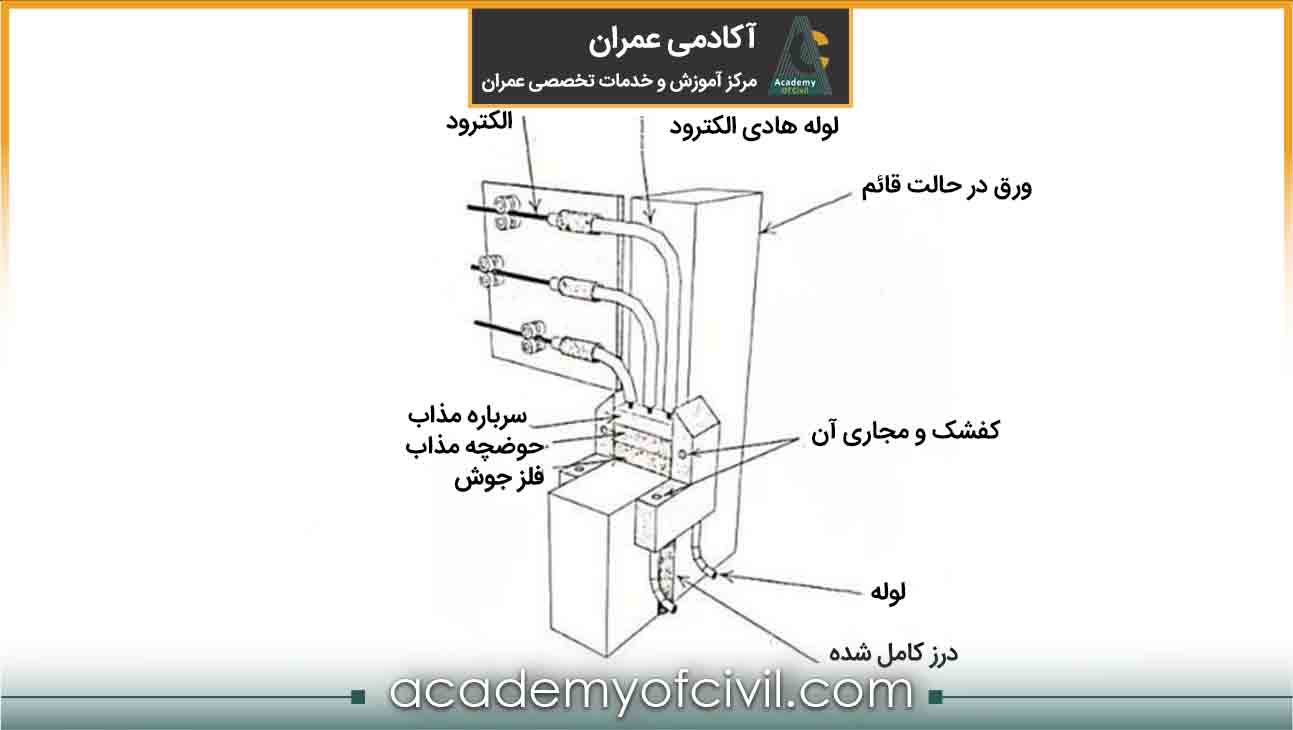
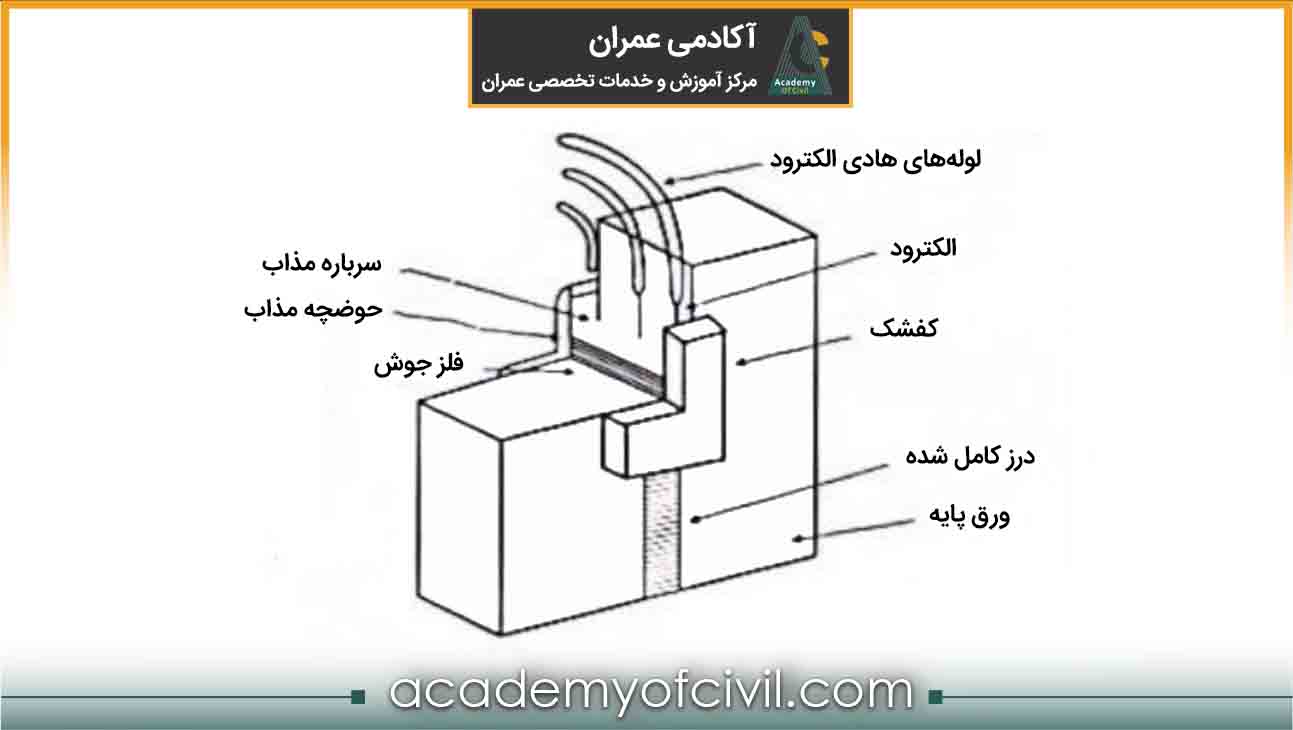
در جوشکاری الکترو اسلگ، از قبل در موضع جوش یک قطعه ناودانی شکل جوش داده میشود. در هنگام جوش الکترو اسلگ، الکترود وارد محفظه ایجاد شده در موضع جوشکاری میشود و با ذوب شدن به علت حرارت ایجاد شده از مقاومت سرباره در برابر جریان الکتریکی، جوشکاری انجام میشود.
در جوشکاری با سرباره الکتریکی یا ESW ، چون سرباره در حالت جامد، هادی الکتریسیته نیست؛ در شروع جوشکاری، حرارت قوس الکتریکی برای ذوب سرباره نیاز است.
سرباره مذاب علاوه بر حفاظت جوش موجب ذوب مفتول و لبههای ورق میشود.
اما با توجه به اینکه مراحل اصلی در نحوه جوشکاری الکترواسلگ توسط حرارت حاصل از مقاومت سرباره در برابر جریان الکتریکی صورت میگیرد، این جوش در طبقهبندی جوش قوس الکتریکی قرار نمیگیرد.

بیش از ۵۰ ساعت آموزش حرفهای ولی رایگان دفترفنی و ساختمان سازی
چون سرعت پیشروی جوشکاری در فرایند الکترواسلگ کم است، نوار جوش حاصل بافت درشتی دارد و در نتیجه طاقت نمونه زخمدار آن کم است.
کاربرد جوشکاری سرباره الکتریکی برای صفحات ضخیم توجیه اقتصادی دارد و با آن میتوان ورقهایی از ضخامت 2.5 سانتیمتر تا 45 سانتیمتر را جوش داد.
شکل زیر روش الکترو اسلگ را نشان میدهد:
کفشکهای هادی جوش میتوانند به صورت مصرف شدنی یا مصرف نشدنی باشند.
با این روش میتوان درز با هر ضخامتی را با یک بار عبور، جوش داد. به طور اصولی جوشکاری با سرباره الکتریکی و گاز الکتریکی برای درزها با ضخامت زیاد توجیه اقتصادی دارند. و به طور کلی میتوان گفت جوشکاری الکترو اسلگ زمانی که دسترسی به موضع جوش بدون وصله کردن قطعه مورد نظر امکان پذیر نیست بسیار کارآمد میباشد.
نقش سرباره در جوشکاری چیست؟
نقش سرباره جوش به طور خلاصه در این روش جوشکاری، محافظت از فلز برای عدم اکسیدشدگی در اثر تماس با هوا است.

ضوابط و مقررات جوشکاری سرباره الکتریکی
آئیننامه جوشکاری ساختمانی ایران، نشریه شماره 228 از انتشارات دفتر تدوین ضوابط و معیارهای فنی سازمان مدیریت و برنامهریزی کشور برای جلوگیری از وقوع ترک، حداقل مقدار پیش گرمایش و درجه حرارت عبورهای میانی لازم را به استثنای جوشکاری گل میخها، به کمک تفنگ مخصوص جوشکاری گاز الکتریکی و جوشکاری سرباره الکتریکی ، بر اساس نوع فولاد و روش جوشکاری توصیه شده که در جدول زیر آورده شده است:
(اگر با گوشی موبایل این مقاله را میخوانید برای نمایش بهتر جدول گوشی را بچرخانید.)
| طبقه | نوع فولاد | روش جوشکاری | مشخصات ورق | |
| حداقل درجه حرارت ورق (سانتیگراد) | ضخامت ورق(mm) | |||
| A | ST37
ST52 |
جوشهای دستی با الکترود روکشدار ( جوشکاری smaw چیست ) (غیر از الکترودهای کم هیدروژن) | ≤بیست
بیست<t≤چهل چهل<t≤شصت و پنج t>شصت و پنج |
20
65 110 150 |
| B | ST37
ST52 |
جوشهای دستی با الکترودهای روکشدار کم هیدروژن جوش زیرپودری
جوشهای تحت حفاظت گاز ( جوشکاری gmaw ) (الکترود فلزی یا تنگستن) جوشهای با الکترود توپودری ( جوشکاری توپودری ) |
≤بیست
بیست<t≤چهل چهل<t≤شصت و پنج t>شصت و پنج |
20
65 110 150 |
| C | ≥400N/mm2 | جوشهای دستی با الکترود روکشدار کم هیدروژن جوش زیرپودری
جوشهای تحت حفاظ گاز (الکترود فلزی یا تنگستن) جوشهای با الکترود توپودری |
≤بیست
بیست<t≤چهل چهل<t≤شصت و پنج t>شصت و پنج |
20
65 110 150 |
در ادامه مقاله جوشکاری الکترواسلگ به نکات دیگری میرسیم که دانستنشان خالی از لطف نیست.
طبق نشریه شماره 228 مقادیر مندرج در جدول بالا در اکثر حالات برای جلوگیری از وقوع ترک کافی بوده ولی در وضعیتهایی مانند گیرداری زیاد، هیدروژن زیاد، حرارت القایی جوشکاری کم و قرار گرفتن ترکیبات فولاد در شرایط مرزی مشخصات فنی، باید دمای پیش گرمایش را افزایش داد.
ترک یکی از عیوب جوش است که برای آگاهی از آن میتوانید به مقاله ” عیوب جوش ” و برای دانستن تمامی نکات ترک به مقاله ” شکستن جوش آهن ” مراجعه کنید.
آئیننامه جوشکاری موارد زیر را برای پیش گرمایش مقرر کرده است:
جوشکاری ورقها با ضخامت بزرگتر از 25 میلیمتر که تحت بارهای دینامیکی هستند، یکی دیگر از کاربرد جوشکاری الکترو اسلگ به شمار میرود، اما باید توجه کرد که فقط از الکترودهای کم هیدروژن استفاده کرد.
- هر چقدر گیرداری قطعه مورد جوشکاری بیشتر باشد، دمای پیش گرمایش باید افزایش یابد.
- دمای پیش گرمایش لازم نیست از 230 درجه سانتیگراد بیشتر باشد.
برای اینکه در زمینه اجرای ساختمان به جمع حرفهایها بپیوندید توصیه میکنیم به هیچ وجه پکیج صفر تا صد اجرای ساختمان را از دست ندهید.
مسیر پیشنهادی مطالعه مقالات آکادمی عمران











خیلی ممنونم خوب بود
سلام وقت بخیر
ممنون از نظر مثبت شما