تمام نکات نحوه ساخت ستون فلزی و نصب آن در یک مقاله

بدون شک ستون ها مهمترین اعضا در عملکرد لرزهای یک سازه هستند که هر گونه سهل انگاری و بیدقتی در ساخت و نصب ستون فلزی خسارات غیر قابل جبرانی را در پی خواهد داشت. در این مقاله به صورت کامل در مورد نحوه ساخت ستون فلزی ، نصب آن و نکات اجرای ستون فلزی صحبت میکنیم. تا انتهای این مقاله با ما در آکادمی عمران همراه باشید.
نحوه ساخت ستون فلزی
جهت ساخت و اجرای ستون فلزی، ابتدا ورقها با استفاده از شعله هوابرش مطابق با نقشههای شاپ به عرض مناسب برش داده میشوند که به این کار تسمه بری نیز میگویند.
سپس لبههای ورقها پخزنی شده و با جوش شیاری کامل به یکدیگر متصل میشوند که به این کار تسمه سازی گویند.
پس از این مرحله، ورقها روی شاسی با خال جوش موقت به یکدیگر متصل شده و دیاقها جهت جلوگیری از تغییر زاویه روی آن نصب میشوند. این مرحله مونتاژ کاری نامیده میشود.
در ستونهای BOX پس از مونتاز ۳ بعد مقطع (ساخت مقطع U شکل) استیفنرهای داخلی و ورقهای پیوستگی جوشکاری شده و سپس وجه چهارم (درپوش) نیز اضافه میشود.

برای ساخت مقاطع صلیب نیز ابتدا یک مقطع I شکل و دو مقطع T شکل ساخته شده و پس از نصب استیفنرها بر روی هم مونتاژ میشوند.
پس از تکمیل مونتاژکاری، جوشکاری طولی اعضا با دستگاه اتوماتیک زیرپودری یا جوش CO2 انجام شده و اتصالات بیرونی شامل نبشیها یا ورقهای زیرسری، اتصالات درختی، ورقهای اتصال مهاربندها، صفحه ستونها، سخت کنندهها و غیره تکمیل میشوند.
برای مطالعه بیشتر درباره جوش زیر پودری به مقاله ” جوشکاری saw “ سر بزنید.

پس از بازرسی کامل جوشها و تایید آنها، قطعات به قسمت رنگ ارسال شده و حسب نیاز لایههای رنگ با ضخامتهای مورد نظر روی آنها اجرا میشود.
ورقهای ستونهای فلزی
در نحوه ساخت ستون فلزی اکیدا توصیه میشود ورقها و پروفیلهای مصرفی از برندهای معتبر داخلی تهیه شود.
کارخانههای فولاد مبارکه اصفهان، اکسین و کاویان اهواز از برندهای مرغوب کشور به شمار میروند. در عین حال ورق های چینی، روسی و اکراینی نیز به وفور در بازار موجود است.
در صورت نبود مشخصات فنی بر روی پلاک الصاقی یا شک داشتن در مشخصات مکانیکی و شیمیایی لازم است از هر ۱۰ تن ورق یا نیمرخ مشابه، سه نمونه انتخاب شده و با انجام آزمایش از صحت مشخصات اطمینان حاصل شود.
در مورد ورقهای ST52 حساسیت کار بیشتر است و پیش از مصرف باید چند نمونه مورد آزمایش قرار گرفته و نتایج با ضوابط فنی استاندارد مطابقت داده شود.

در ابتدای کار، تست تورق به روش التراسونیک و توسط پراب ۹۰ درجه روی تعدادی از ورقها انجام شده و عیوب احتمالی ورقها سنجیده شود. تورق یکی از عیوب شایع مخصوصا در ورقهای با ضخامت بالا به شمار میرود و به معنای ورقه ورقه شدن ورق فولادی است.
در مرحله بعد لبههای کنار ورقهای فولادی (لبه فابریک) به دلیل وجود تنشهای حرارتی و شکل گرد آن حتما به عرض 1.5 تا 2 سانتیمتر لبهزنی شود. استفاده از لبه فابریک احتمال بروز عیوبی مانند ذوب ناقص را افزایش میدهد.
به نکات زیر در مورد ورقهای فولادی جهت ساخت ستون فلزی دقت کنید:
- در صورت کثیف بودن یا وجود زنگ زدگی ورقهای رول یا شیت، نسبت به تمیزکاری آنها با ماسه پاشی، استفاده از گلولههای فلزی و نظایر آن اقدام شود.
- جهت حصول نتیجه مطلوب و رفتار مناسب جوش ستونها، پخزنی و مونتاژ به گونهای باشد که ساق جوش در راستای عمود بر تارهای ورق قرار گیرد.
- از برش قطعات با ضخامت بیش از 16 میلیمتر با گیوتین اجتناب شود چرا که سبب پیچیدگی و اعوجاج قطعات میشود.
در بعضی موارد مشاهده میشود که کارفرما نیز به دلیل نداشتن دانش فنی و صرفهجویی در مصرف ورق، مایل به استفاده از گیوتین در برش قطعات است، زیرا هر خط برش با شعله هوابرش حدود ۴ تا ۵ میلیمتر از عرض ورق میکاهد.

نکات مهم اجرای ستون فلزی H شکل
- در محل اتصال بال به جان ستونهای صلیبی یا H شکل ساخته شده از ورق (در قابهای خمشی یا سیستم دوگانه)، در فاصلهای شامل عمق تیر به علاوه ۳۰ سانتیمتر بالا و پایین بالهای تیر باید از جوش نفوذی کامل همراه با جوش گوشه تقویتی به بعد حداقل ۸ میلیمتر یا برابر ضخامت جان ستون استفاده شود.
- ورقهای مضاعت ستونهای H شکل مطابق با نقشه اجرایی و با جوش سراسری نفوذی یا گوشه دور تا دور اجرا شود. لازم است این ورقها به صورت زوج و کاملا متقارن در دو طرف جان ستون اجرا شود.
- در مقاطع H شکل، در محل وصله ستون با پارت بعدی، جهت توزیع مناسب نیرو حتما جان و بالها در دو قسمت کاملا بر هم منطبق شوند

نکات مهم اجرای ستون فلزی قوطی یا box
- در ستونهای قوطی شکل ساخته شده از ورق (در قابهای خمشی یا سیستم دوگانه)، در فاصلهای شامل عمق تیر به علاوه ۳۰ سانتیمتر بالا و پایین بالهای تیر باید از جوش نفوذی کامل استفاده شود.
- در ستونهای قوطی باید هر چهار سمت ورقهای پیوستگی به ستون جوش شود. در بسیاری از موارد جوش وجه چهارم به درستی انجام نشده که موجب تمرکز تنش و تسلیم موضعی ورق ستون تحت نیروهای کششی میشود.

بیش از ۳۰ ساعت آموزش حرفهای ولی رایگان دفترفنی و ساختمان سازی
- در ستونهای قوطی جهت جلوگیری از چند تکه شدن وجه چهارم ستون ترجیحا از دستگاه الکترو اسلگ استفاده شود. الکترود این دستگاه از طریق حفره کوچک ایجاد شده روی ورق ستون وارد میشود و جوشکاری وجه چهارم ورقهای پیوستگی انجام میگردد.
برای مطالعه بیشتر در مورد جوشکاری الکترو اسلگ یا سرباره الکتریکی به مقاله ” جوشکاری سرباره الکتریکی “ مراجعه کنید.

چشمه اتصال ستون فلزی کجاست؟
چشمه اتصال ناحیهای از ستونهای فلزی است که محصور بین امتداد بالهای بالایی و پایینی تیرهای متصل به دو وجه ستون و بالهای ستون است.
دقت زیاد در کنترل ورقها و جوشهای چشمه اتصال شامل ورقهای پیوستگی و مضاعف جهت حصول عملکرد لرزهای مناسب فراموش نشود.
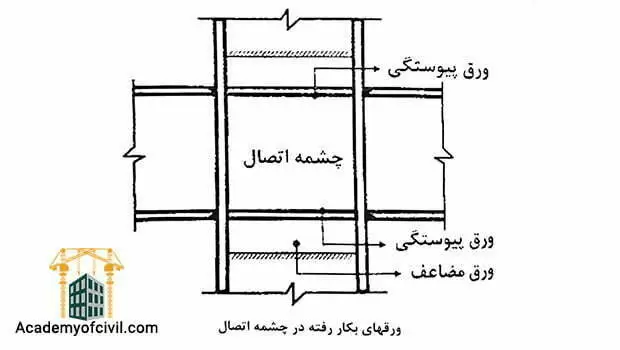
ورقهای پیوستگی ستونهای فلزی کاملا هم ردیف بال تیرهای اصلی متصل به آنها نصب شوند. همچنین در صورت استفاده از اتصال به صورت ورق زیرسری و روسری، باید ورقهای پیوستگی هم ردیف این ورقها نصب گردند.
نکات مهم جوش جهت ساخت ستون فلزی
- جهت انجام جوش شیاری باید کلیه لبههای ورقهای ضخیمتر از ۶ میلیمتر پخزنی شوند.
برای مطالعه بیشتر در مورد جوش شیاری و کاربرد آن به مقاله ” جوش شیاری “ سر بزنید.
در کارخانه معمولا ورقهای ضخیمتر از ۸ میلیمتر پخزنی شده و در سایر موارد لبهها بدون پخ کنار یکدیگر قرار میگیرند.
بالطبع عدم مونتاژ مناسب موجب نفوذ ناقص جوش میشود. زیرا جوش گوشه با آمپر استاندارد معمولا بسته به نوع و قطر الکترود حداکثر ۳ میلیمتر نفوذ دارد.
اگر میخواهید در مورد جوش گوشه و انواع آن بیشتر بدانید به مقاله ” جوش گوشه “ مراجعه کنید.

- کلیه جوشهای گوشه به کار رفته در ساخت ستون فلزی ، هم به لحاظ کیفیت و هم از نظر طول و بعد جوش به صورت چشمی (VT) و درصدی از آنها با آزمون مایع نافذ (PT) یا ذرات مغناطیسی (MT) کنترل شود.
- آزمون PT برای تشخیص ترکهای سطحی است که به وسیله سه اسپری انجام میشود.
ابتدا اسپری پاککننده جهت تمیز کردن سطح جوش بر روی آن پاشیده شده و سطح با دستمال کاملا تمیز میشود.
سپس اسپری نفوذ کننده به رنگ قرمز روی سطح جوش پاشیده میشود. قابلیت نفوذ بالای این مایع سبب نفوذ به داخل ترکها و عیوب سطحی میشود.
پس از چند دقیقه و خشک شدن سطحی مایع نفوذ کننده، اسپری سفید رنگ سوم بر روی سطح پاشیده میشود. ظاهر شدن مایع قرمز رنگ موجود در خلل و فرجها روی رنگ سفید، حاکی از وجود عیوبی نظیر تخلخل و ترکهای سطحی در جوش است.
برای مطالعه بیشتر در مورد ترک جوش و دلایل آن، همچنین درباره شکستن جوش آهن روی لینک آبی کلیک کنید.

- روش MT برای تشخیص عیوب نیمه سطحی است. در این آزمون ذرات مغناطیسی روی سطح جوش پاشیده شده و همزمان تحت میدان مغناطیسی ایجاد شده توسط یوک قرار میگیرند.
نحوه و میزان جمع شدن برادهها بیانگر عیوب احتمالی جوش مانند تخلخل و ترک است. معمولا به دلیل عدم توانایی در تشخیص عیوب عمقی، این آزمون کمتر استفاده میشود.
برای مطالعه بیشتر در مورد انواع عیوب جوش به مقاله ” عیوب جوش “ مراجعه کنید.
- جوشهای شیاری وصله ورقها و اتصالات باید مورد تستهای غیر مخرب قرار گیرند.
- طبق ویرایش چهارم مبحث دهم مقررات ملی ساختمان، جهت ورقهای ضخیمتر از ۱۵ میلیمتر باید از الکترود نوع E70 استفاده شود و استفاده از الکترود E60 ممنوع است.
لذا با توجه به حساسیت الکترود E7018 به رطوبت باید نهایت دقت در پخت آن به عمل آید. لازم است این الکترودها قبل از مصرف، 2 ساعت داخل اون (oven) با دمای حدود ۳۰۰ تا ۳۵۰ درجه کاملا خشک شوند.
پس از این مرحله نیز الکترودها جهت استفاده به اون (oven) پرتابل با دمای حدود ۱۰۰ تا ۱۵۰ درجه منتقل میشوند. در صورت رعایت نکردن این مورد، احتمال وقوع ترک در جوش بسیار زیاد است و قطعا جوش از کیفیت بالایی برخوردار نخواهد بود.

همچنین دقت شود در صورت خیس شدن این نوع الکترود، پخت آن بیفایده بوده و مصرف آن ممنوع است. توصیه میشود در صورت عدم امکان کنترل پخت از الکترود E7024 پودر آهندار علی رغم قیمت بالاتر استفاده شود (فقط برای جوشکاری در وضعیت تخت و افقی). این الکترود نیازی به پخت و گرمایش ندارد.
برای مطالعه بیشتر در مورد انواع الکترود و خصوصیات آنها به مقاله ” انواع الکترود جوشکاری “ مراجعه کنید.
- رنگ گل جوش تا حدودی معرف نوع الکترود مصرفی است. به عنوان مثال رنگ گل الکترود E7018 قهوهای سوخته و رنگ گل الکترود E6013 مشکی است.
- از جوش زیرپودری به دلیل آمپر بالا (بیش از ۲۰۰ آمپر)، حرارت زیاد، امکان اعوجاج قطعات و سوختگی کنار جوش در قطعات با ضخامت کمتر از ۱۵ میلیمتر جلوگیری شود.

- حتیالمقدور به جای استفاده از گاز CO2 به دلیل خاصیت گازهای نجیب و پاشش زیاد از گاز میکس (مخلوط دی اکسید کربن و آرگون) علی رغم قیمت بالاتر استفاده شود.
نکات مهمی که در مورد اجرای ستون فلزی باید بدانیم!
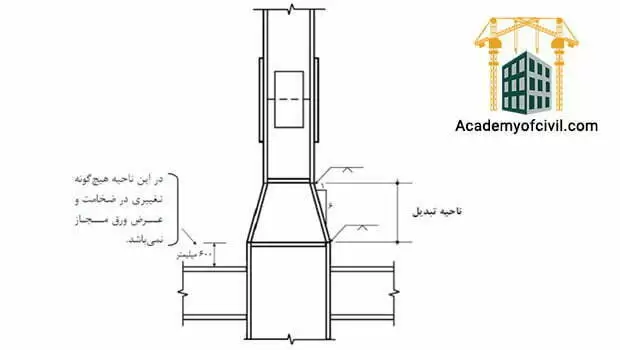
- محل تغییر مقطع ستونهای فلزی با شیب حداقل یک به شش انجام شده و از تغییر مقطع ناگهانی اجتناب شود.

- در ستونهای پاباز، فاصله و ابعاد بستها و ورقهای تقویتی به دقت مورد بررسی قرار گیرد. کمانش ستون در فاصله دو بست متوالی و رفتار غیر یکپارچه ورق تقویت و عضو اصلی به دلیل جوش ناکافی از موارد شایع در ستون های دوبل به شمار میرود.
- از وصله ستونها در تراز طبقه و نواحی بحرانی اجتناب شود. محل وصله ستونها با جوش نفوذی کامل در کارخانه حداقل به اندازه بعد بزرگتر ستون و با جوش گوشه حداقل 120 سانتیمتر بالاتر از تراز روی تیر طبقه انجام شود.
در قابهای ساده این ارتفاع تا 1.5 برابر بعد بزرگتر ستون قابل کاهش است. به همین دلیل لازم است در زمان تهیه نقشههای شاپ حتما به این مسئله توجه شود.

برای اینکه در مورد جزئیات محل وصله ستون فلزی و اتصال ستون به ستون بیشتر بدانید روی لینک آبی کلیک کنید.
- ابتدا و انتهای ستونها جهت تماس کامل با صفحه ستون یا پارت بعدی با سنگزنی یا اره کاملا صاف شود. تا 2 میلیمتر نامیزانی قابل قبول است و بیش از آن باید به وسیله جوش پر شود.

- در صورت خم و کاسهای شدن صفحه ستون در اثر جوشکاری ، باید قبل از حمل به کارگاه نصب با عملیات حرارتی کاملا صاف شود.
- لازم است در کارخانه، قلاب مناسب جهت بلند کردن و نصب ستون تعبیه شود تا از سوراخ کردن ستون جهت نصب پیشگیری شود.
- هر گونه انحراف، پیچیدگی و ناریسمانی در ستونها کنترل شود. میزان پیچش ستون را با قرار دادن آن روی شاسی صاف و میزان انحنای آن را با کشیدن ریسمان در طول میتوان کنترل کرد.
در صورت وجود تابیدگی و انحراف از محور طولی، با ثابت کردن یک قسمت از ستون، انجام عملیات حرارتی و استفاده از فشار جک تا حدود زیادی میتوان عیوب گفته شده را اصلاح کرد.
- قبل از رنگ، کلیه قطعات به لحاظ طول، بعد و کیفیت جوش مورد بازرسی قرار گیرد. در این مرحله لازم است کلیه گلهای جوش پاک شده و قطعات به قسمت رنگ کاری انتقال یابد.
- در کارهای محلی و رنگهای چندلایه مثل پلها یا سازههای در معرض شرایط خورندگی زیاد، باید کلیه مراحل اجرایی حین کار مورد بررسی قرار گرفته و ضخامت لایههای رنگ اندازهگیری شود.
معمولا حذف حداقل یک لایه از ضخامتهای مورد نیاز توسط پیمانکار کاملا محتمل است.
مراحل نصب ستون فلزی
پس از کنترل کلیه موارد گفته شده در پروسه ساخت ستون فلزی، ستونها به کارگاه منتقل شده و در جای خود نصب میشوند.
در صورت رعایت نکتههای ذکر شده قطعا مرحله نصب ستون فلزی با مشکلات کمتری مواجه میشود. بدیهی است دقت در مراحل ساخت ستون فلزی در کارخانه باعث میشود خطاهای کمتری رخ داده و رفع خطاهای جزئی احتمالی نیز بسیار سادهتر و سریعتر از کارگاه قابل انجام است.
به همین دلیل هرگونه بیدقتی مانند نصب ورق اتصال اشتباه، پیچیدگی ستونها، ناریسمانی، تراز نامناسب اتصالات و غیره عملیات نصب را با تاخیر زیاد مواجه کرده و رفع عیوب نیز بسیار زمانبر خواهد بود.

در مراحل نصب ستون فلزی نیز لازم است نکات زیر مد نظر قرار گیرد:
- عایت اصول ایمنی و استفاده از ابزار نجات مانند کلاه ایمنی، کمربند استاندارد، طناب نجات و سکوهای استاندارد به عنوان اولین و مهمترین قدم در نصب اسکلت فلزی مورد توجه قرار گیرد.
متاسفانه بیتوجهی عوامل اجرایی و ناظرین منجر به بروز حوادث فراوان در مرحله نصب ستون فلزی میشود.
در مقاله اجرای اسکلت فلزی به بررسی نحوه اجرای اسکلت فلزی پرداختیم. این مقاله را از دست ندهید.
- آکس ستون با آکس صفحه ستون کاملا منطبق شود.
- به هیچ عنوان نباید دیتیل اتصال ستون به بیس پلیت بدون کسب نظر طراح تغییر یابد. نحوه اتصال ستون فلزی به صفحه ستون در رفتار سازه، نوع و میزان نیروهای وارده کاملا تاثیرگذار است.

- در هنگام نصب ستون فلزی به جهت آنها با توجه به پلاک الصاقی بر روی آنها دقت شود. در بعضی موارد بیدقتی عوامل اجرایی موجب چرخش ستون شده که به دلیل اتصالات متفاوت، مرحله نصب پلها با مشکلات زیادی مواجه میشود.
- حتما جوش پای ستون تا حدودی تکمیل شده و از اتکا بر چند خال جوش کوچک اجتناب شود. معمولا به دلیل هزینه بالای جرثقیل در هنگام نصب، سعی در صرفه جویی در زمان شده که باید از هر گونه سهل انگاری و بیاحتیاطی پرهیز گردد.
- ترجیحا پس از نصب ستونها تعدادی از پلها نیز نصب گردد، زیرا امکان سقوط ستونها پس از نصب در اثر باد وجود دارد.
- در فصل زمستان به دلیل امکان تجمع آب باران داخل ستونهای قوطی، در وقفههای بلند مدت از پوشش پلاستیکی در انتهای ستونها استفاده شود.
- در صفحه ستونهای باکس، جهت جلوگیری از تجمع آب و زنگزدگی ستون در هنگام بارندگی نسبت به پر کردن پای ستون با آجرچینی یا بتن مگر اقدام شود.

رواداری شاقولی ستون فلزی
شاید این سوال برایتان پیش بیاید که رواداری شاقولی ستون فلزی چه زمانی باید انجام شود؟!
پس از نصب ستون فلزی و پلهای یک پارت، نوبت شاقولکاری نهایی ستونها است. به دلیل اهمیت شاقولی ستون فلزی در انتقال بارهای ثقلی و زلزله به فونداسیون، لازم است حداکثر دقت در این مرحله انجام گیرد.
علاوه بر این، ناشاقولی ستونها در مرحله دیوارچینی و نازک کاری نیز موجب بروز مشکلات جدی در معماری و افزایش هزینهها میشود.
طبق بند 10-4-6-7 مبحث دهم مقررات ملی ساختمان، جهت کنترل ناشاقولی ستونهای فلزی به نکات زیر باید توجه شده و اجرا شود:
- میزان حداکثر جابهجایی ستون از محل طراحی شده برابر 6± میلیمتر است.
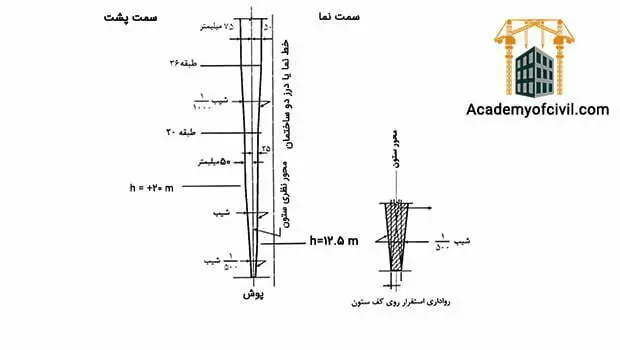
- حداکثر ناشاقولی مجاز ستونها، تا طبقه بیستم به ازای هر طبقه 0.002 ارتفاع و حداکثر 2.5 سانتیمتر به سمت نما و 5 سانتیمتر به سمت داخل ساختمان است.
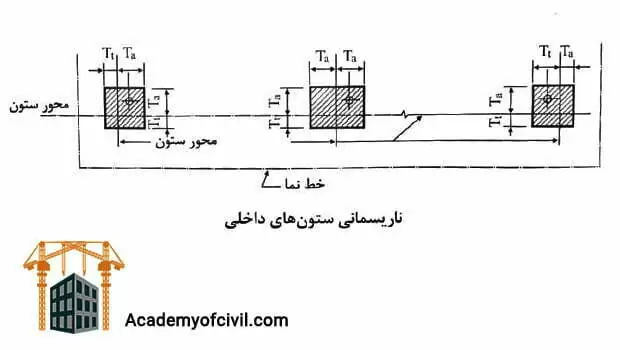
- در شکل زیر جزئیات پوش رواداری ناشاقولی ستون فلزی را در سمت داخل و در سمت نما مشاهده میکنید.
- در شکل زیر پوش رواداری ناریسمانی ستونهای محور نمای ساختمان نشان داده شده است. در مورد ستونهای داخلی، هم راستا نبودن در محدوده پوش بد شاقولی مجاز است.
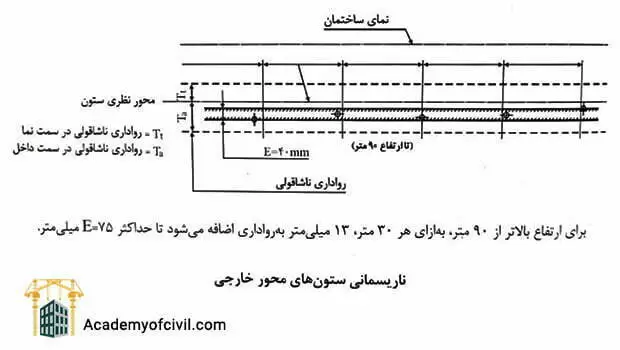
- رواداری نصب ستون فلزی از لحاظ ابعادی عرض و ارتفاع مقطع ستون 4± میلیمتر است.
برای کنترل ناشاقولی ابتدا میزان انحراف هر ستون با شاقول دستی یا دوربین نقشه برداری کنترل میشود.
در صورت ناشاقولی به میزان بیش از رواداری نصب ستون فلزی (که در مطالب بالا ذکر کردیم)، جوش موقت پلها با استفاده از هوابرش بریده میشود.
سپس با استفاده از جک یا تیفور، ستون در موقعیت مناسب قرار گرفته و مجددا جوشکاری اتصال انجام میگیرد.
توصیه میشود در سازههای بلند و ستونهای چند پارته، در ابتدا کل میزان ناشاقولی مجاز طبق آیین نامه محاسبه شود، سپس مقدار مجاز بر تعداد پارتها تقسیم گردد.
عدد به دست آمده در هر پارت ملاک عمل جهت کنترل ناشاقولی ستونها قرار گیرد. با این روش قطعا در انتهای کار میزان ناشاقولی احتمالی از مقادیر مجاز کمتر خواهد بود.
معمولا ستونها با توجه به وزن آنها و ظرفیت جرثقیل ماشینی یا تاورکرین موجود در کارگاه به طول معادل 3 یا 4 طبقه در هر پارت ساخته میشوند.
باید در انتهای هر پارت، کنترل شاقولی ستونها با دوربین نقشه برداری توسط اکیپ فنی کارفرما کنترل شده و سپس اجازه نصب پارت بعدی صادر شود.
برای اینکه با تمام نکات اجرای ساختمان و مراحل آن آشنا شوید توصیه میکنیم پکیج صفر تا صد اجرای ساختمان را از دست ندهید.
مسیر پیشنهادی مطالعه مقالات آکادمی عمران





سلام.درسازه فلزی پیچ ومهره ای حق رواداری فاصله اتصال تیرهای اصلی وفرعی چقدراست؟
سلام وقت بخیر
طبق مبحث دهم مقررات ملی ساختمان فصل چهارم