وصله میلگرد چیست؟ | بررسی انواع روش های وصله میلگرد (اورلپ، کوپلر، جوشی و اتکایی)
آیا میدانید چرا وصله میلگرد در سازههای بتنی از اهمیت بالایی برخوردار است؟ آیا طول وصله، نوع اتصال و محل قرارگیری آن میتواند بر ایمنی و دوام سازه تاثیر بگذارد؟ در این مقاله از آکادمی عمران، به این پرسشها پاسخ دادهایم و به بررسی انواع وصله میلگرد، طول مورد نیاز برای هر روش و ضوابط اجرایی آن بر اساس مبحث نهم مقررات ملی ساختمان پرداختهایم. هدف ما این است که مهندسان، طراحان و مجریان پروژه بتوانند با آگاهی کامل، مناسبترین روش وصله را با توجه به شرایط پروژه خود انتخاب کنند.
ابتدا پیشنهاد میکنیم قبل از مطالعه ادامه مقاله، فیلم زیر را مشاهده کرده و با انواع وصله میلگردها (آرماتورها) آشنا شوید. این فیلم تنها بخشی از آموزش صفر تا صد نظارت و اجرای ساختمان است که در آن به جزئیات مراحل ساختوساز پرداختهایم.
وصله میلگرد چیست؟
وصله میلگرد، اتصال مکانیکی یا فیزیکی چند میلگرد است که با هدف حفظ پیوستگی سازهای و عملکرد باربری اجرا میشود. در سازههای بتنی مسلح، وصله میلگرد یکی از مهمترین عملیات اجرایی بوده و نقش کلیدی در انتقال نیروهای کششی و فشاری بین آرماتورها ایفا میکند.
محدودیت طول میلگردهای تولیدی و نیاز به ایجاد تغییرات هندسی در آرماتورها باعث میشود که اتصال چند میلگرد به یکدیگر امری ضروری باشد. این اتصال باید به گونهای انجام شود که هیچ ضعف یا نقطه بحرانی در محل وصله ایجاد نشود؛ زیرا محل وصلهها میتواند نقطه تمرکز تنشها و محل بروز شکست سازهای باشد.
روشهای مختلفی برای وصله میلگرد وجود دارد که انتخاب هر یک از آنها بسته به نوع سازه، محل اجرا و بارگذاری متفاوت بوده و باید توسط متخصصین تعیین شود.

بیش از ۵۰ ساعت آموزش حرفهای ولی رایگان دفترفنی و ساختمان سازی
انواع وصله میلگرد
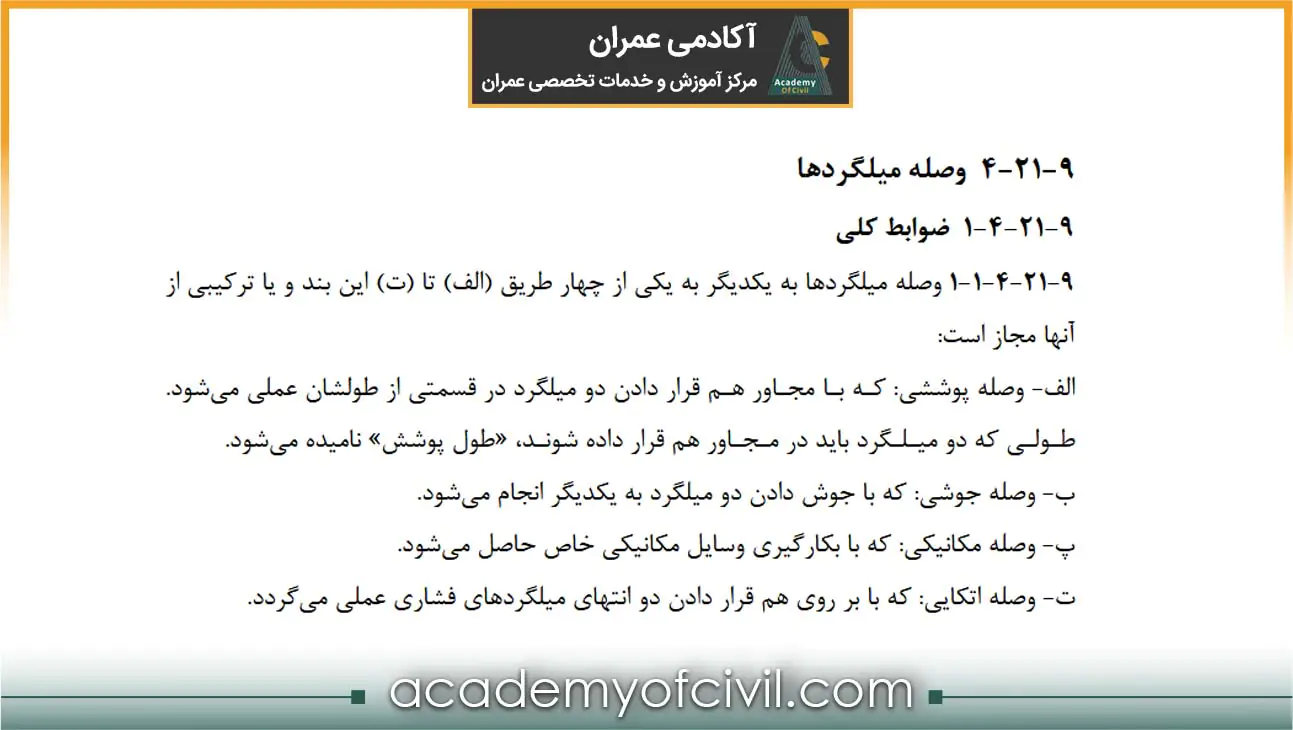
بر اساس 9-21-4-1 مبحث نهم مقررات ملی ساختمان، چهار روش اصلی برای وصله میلگردها مجاز هستند که هر یک ویژگیها و کاربردهای خاص خود را دارند:
- وصله پوششی میلگرد (اورلپ)
- وصله مکانیکی میلگرد (کوپلینگ)
- وصله جوشی میلگرد (فورجینگ و جوش با قوس الکتریکی)
- وصله اتکایی میلگرد
در ادامه، انواع روشهای وصله یا اتصال میلگرد را بررسی خواهیم کرد.
وصله پوششی میلگرد
یکی از انواع وصله میلگرد، روش اتصال پوششی یا اورلپ (Overlap) است که در میان اهل فن با نام اورلب نیز شناخته میشود. در این روش، دو میلگرد با طول مشخص روی یکدیگر همپوشانی پیدا کرده و انتقال نیرو از طریق چسبندگی بین میلگرد و بتن انجام میشود.
وصله پوششی معمولا در ستونها و با کنار هم قرار دادن دو میلگرد در قسمتی از طول آنها اجرا میشود. طول این بخش، طول پوشش نام دارد.

نکات و ضوابطی که در روش وصله پوششی یا اورلب میلگردها باید رعایت شود، عبارتاند از:
- استفاده از اورلپ تنها برای میلگردهای با قطر کمتر از 36 میلیمتر مجاز است.
- اجرای اورلب برای گروه میلگردها (چند میلگرد کنار هم بهعنوان یک مجموعه) مجاز نیست، اما هر میلگرد میتواند بهصورت جداگانه به روش اورلپ وصله شود.
- محل وصله میلگردهای مختلف نباید با یکدیگر تداخل داشته باشد و طول پوشش لازم برای هر میلگرد باید بهطور مستقل بر اساس نیاز همان میلگرد تعیین شود.
- در صورت عدم تماس مستقیم دو میلگرد، باید محل وصله توسط میلگردهای عرضی عمود بر میلگردهای وصلهشونده محصور شود.
- طبق مبحث نهم مقررات ملی ساختمان در اعضای خمشی، فاصله محور تا محور دو میلگرد نباید بیشتر از یک پنجم طول پوشش لازم و یا بیشتر از 150 میلیمتر باشد. در سایر اعضا این مقدار به 5 برابر قطر میلگرد کوچکتر محدود میشود.
چرا استفاده از اتصالات اورلپ جهت وصله آرماتورها مناسب نیست؟
- آرماتورها به طور کامل هم راستا نخواهند شد.
- به علت هم راستا نبودن میلگردها، عمل آرماتور بندی به سختی انجام میشود.
- رعایت تمامی پارامترهای آییننامهای در زمان انجام اتصالات اورلپ دشوار است.
- محدودیت در طراحی و عدم اطمینان کافی از کیفیت اتصال وجود دارد.
نکته:
در مقاطعی که تراکم آرماتور بالا است، به جای وصله پوششی (اورلپ) میتوان از وصله کوپلینگ (مکانیکی) یا وصله فورجینگ (جوشی) استفاده کرد. این کار باعث کاهش تراکم آرماتورها، همراستایی محورها، استحکام و شکلپذیری مناسب، جلوگیری از کرمو شدن بتن و در نهایت صرفهجویی در میلگرد و کاهش هزینهها میشود.
وصله جوشی میلگرد
وصله جوشی میلگردها با جوش دادن دو میلگرد به یکدیگر و به دو روش زیر انجام میشود:
- فورجینگ
- اتصال جوشی ذوبی با الکترود (جوش با قوس الکتریکی)
1- فورجینگ
اتصال جوشی نوک به نوک یا همان جوش الکتریکی تماسی که در صنعت به نام فورجینگ شناخته میشود، یکی از مطمئنترین روشهای وصله میلگرد است. در صورت اجرای صحیح فورجینگ نقطه گسیختگی در تست کشش، خارج از ناحیه وصله واقع میشود که این نشاندهنده عملکرد مناسب اتصال است.
استفاده از روش فورجینگ تنها در شرایطی مجاز است که قطر میلگرد برای فولادهای گرمنورد شده حداقل ۱۰ میلیمتر و برای فولادهای سرد اصلاحشده حداقل ۱۴ میلیمتر باشد. همچنین قطر دو میلگرد وصلهشونده باید متناسب بوده و نسبت سطح مقطع آنها از ۱٫۵ تجاوز نکند.
در این روش، ابتدا دو سر میلگرد با شعله ناشی از گاز اکسیژن و استیلن تا دمای حدود ۱۲۰۰ تا ۱۳۰۰ درجه سانتیگراد حرارت داده شده و به حالت خمیری در میآیند. سپس با استفاده از جک هیدرولیکی، فشار مناسبی به میلگردها وارد میشود تا به یکدیگر آمیخته شوند. میزان فشار باید بهگونهای تنظیم گردد که قطر محل جوش حدود ۱٫۴ برابر قطر اولیه میلگرد شود تا اتصال نهایی مقاومت کافی داشته باشد.
جهت آشنایی بیشتر با روشهای جوش دو سر میلگرد یا فورجینگ میلگرد به مقاله فورجینگ چیست مراجعه کنید.

نکات جوش فورجینگ در وصله آرماتورها
- دو سر میلگرد باید صاف و عمود بریده شده و در گیره بهگونهای قرار گیرند که نلغزند.
- نوک پیچ گیره باید بین دو آج میلگرد بسته شود، نه روی آج، تا از لغزش جلوگیری شود.
- شعله باید عمود بر میلگردها باشد و اتصال در مرکز شعله تا حالت خمیری و سرخ شدن ادامه یابد.
- ریختن آب روی محل جوش ممنوع است؛ این کار موجب ترک و تردی فولاد میشود.
- به دلیل نبود امکان آزمایشهای غیرمخرب، تمامی وصلهها باید بازرسی چشمی جوش vt شوند.
- محل جوش باید دارای شیب یکنواخت از ناحیه قطور جوش به قطر اصلی میلگرد باشد؛ شیب نامنظم نشانه فشار یا حرارت نامناسب است.
- پیش از اجرای اصلی، چند نمونه آزمایشی تهیه و تست خمش ۹۰ درجه انجام شود؛ عدم شکستگی بیانگر صحت اتصال است. برای آشنایی بیشتر با خم آرماتور میتوانید به مقاله طول خم میلگرد مراجعه کنید.
- برای اطمینان بیشتر، نمونهها میتوانند به آزمایشگاه ارسال شوند؛ در تست کشش، شکست باید خارج از محل جوش رخ دهد.

2- اتصال جوشی ذوبی با الکترود (جوش با قوس الکتریکی)
این نوع روش وصله میلگرد فقط برای المانهای غیر سازهای مانند اتصال آرماتورهای همبندی ساختمان و زمانی که از آرماتور به جای سیم مسی استفاده شود و یا اتصال رامکاهای ستون به هم کاربرد دارد. برای این که اتصال به نحو درستی انجام شود برای هر نوع فولاد از الکترود و روش جوشکاری مناسب آن استفاده گردد. جوش با قوس الکتریکی به طور معمول به یکی از روشهای زیر انجام میشود:
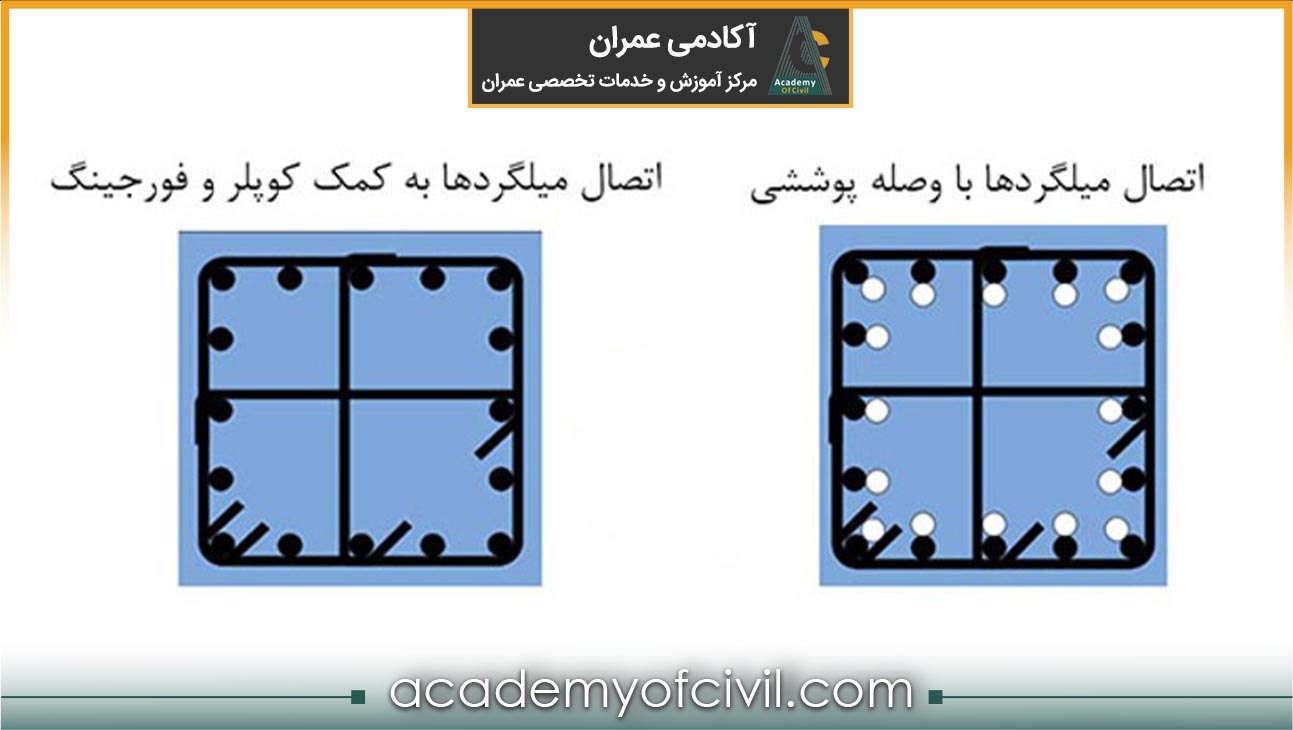
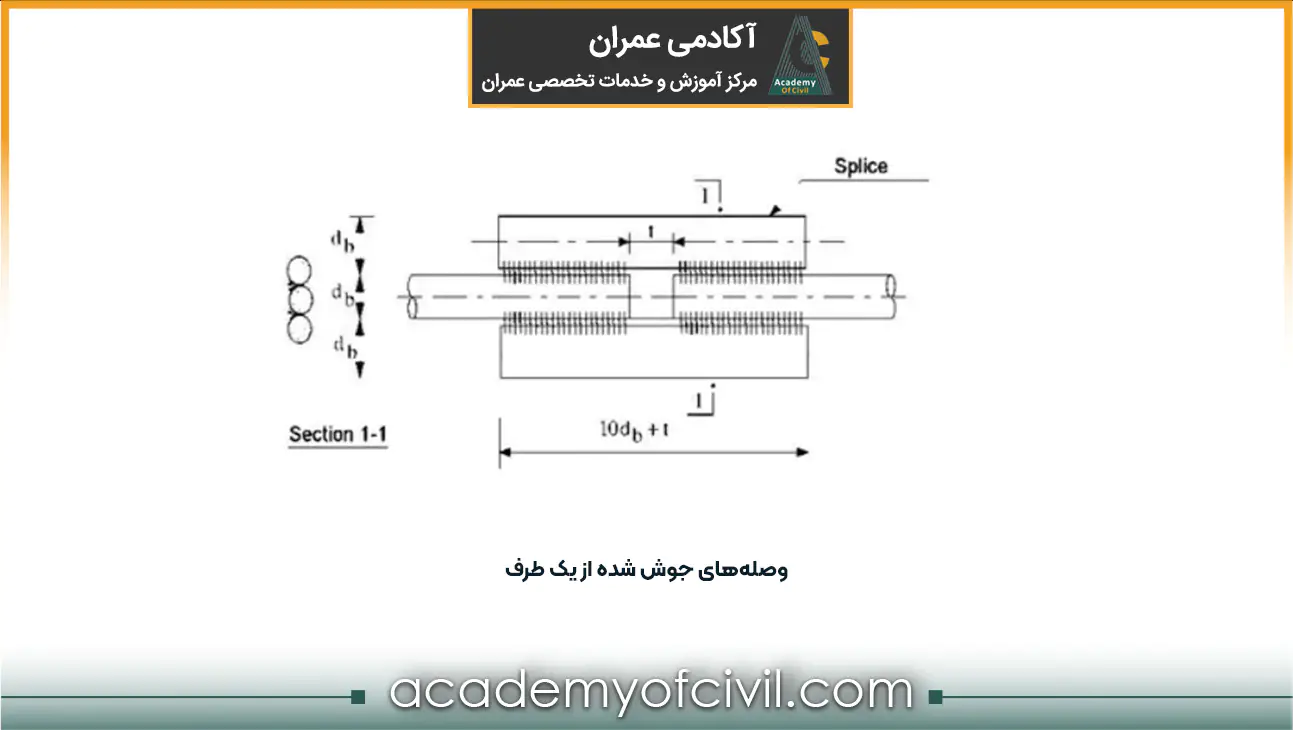
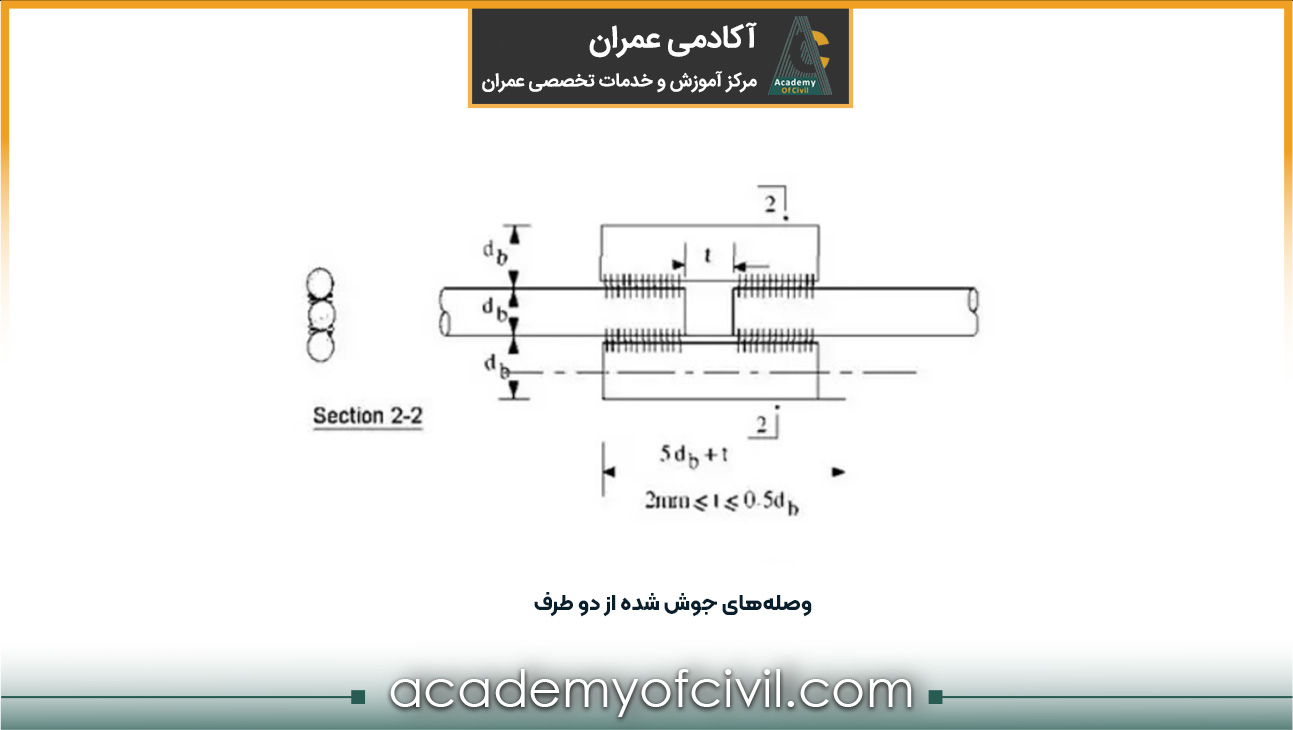
- اتصال جوشی پهلو به پهلو با جوش از یک رو یا دو رو
تنها برای میلگردهای گرم نورد شده با قطر 6 تا 36 میلیمتر مجاز است. در این روش طول نوار جوش یک رو نباید از 10 برابر قطر میلگرد کوچکتر باشد و طول نوار جوش دو رو نباید از 5 برابر قطر میلگرد کوچکتر کمتر انتخاب شود.
- اتصال جوشی با وصله یا وصلههای جانبی اضافه با جوش از یک رو یا دو رو
این نوع اتصال تنها برای میلگردهای گرم نورد شده مجاز است. حداقل طول نوار جوش نیز مانند اتصال جوشی پهلو به پهلو است.
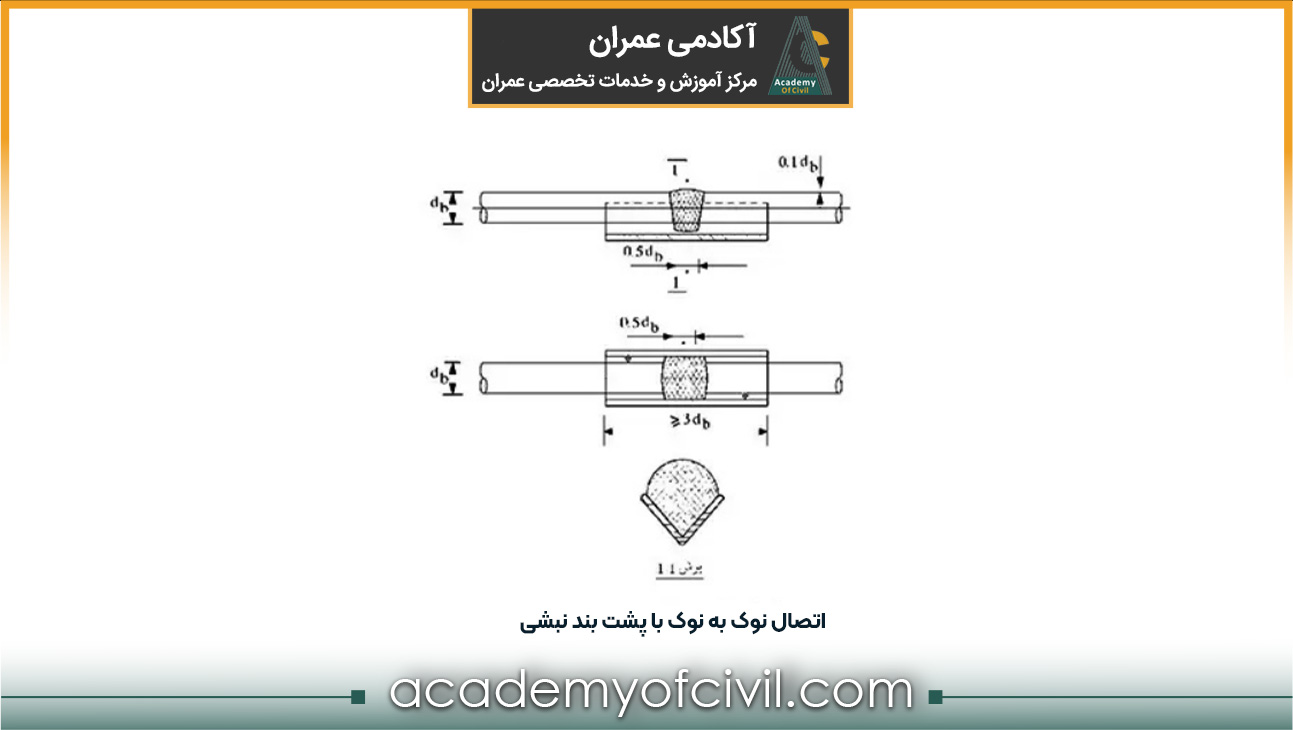
- اتصال جوشی نوک به نوک با پشت بند
طول پشت بند نباید کمتر از 3 برابر قطر میلگردها برای فولادهای گرم نورد شده یا 8 برابر قطر میلگردها برای فولادهای سرد اصلاح شده انتخاب شود.
وصله کوپلر میلگرد (وصله مکانیکی)
یکی از روشهای مدرن و پرکاربرد برای وصله آرماتورها، استفاده از کوپلر یا وصله مکانیکی است. در این روش، میلگردها به کمک قطعات فلزی مخصوص به یکدیگر متصل میشوند.
از آنجایی که بخش عمده کنترل کیفیت کوپلرها در کارخانه صورت میگیرد، در صورت استفاده از اجناس استاندارد و اجرای صحیح میتوان اطمینان داشت که شکست احتمالی در خارج از محدوده کوپلینگ اتفاق خواهد افتاد. برای این منظور، میلگردها پس از برش در اندازه مورد نظر، جهت رزوهزنی به کارخانه ارسال میشوند. البته در پروژههایی با حجم بالا، اجاره دستگاه رزوهزن در محل پروژه میتواند بهصرفهتر باشد.

کوپلرها بسته به شرایط اجرایی و نیاز پروژه در مدلهای متنوعی تولید میشوند که عبارتاند از:
- کوپلر استاندارد
- کوپلر تبدیل
- کوپلر جوشی
- کوپلر انتهایی
- کوپلر پیچی
- کوپلر موقعیت
جهت آشنایی با بیشتر با انواع کوپلرها و جزئیات این روش از انواع وصله میلگرد، فیلم زیر را مشاهده کرده یا به مقاله کوپلر میلگرد مراجعه کنید.
وصله اتکایی میلگرد
وصله اتکایی یکی از روشهای ساده اتصال میلگرد است که با قرار دادن دو انتهای میلگردهای فشاری روی یکدیگر انجام میشود. این روش تنها برای میلگردهای تحت فشار با قطر ۲۵ میلیمتر و بیشتر مجاز است.
در اجرای وصله اتکایی باید نکات زیر رعایت شود:
- سطوح انتهایی میلگردها باید کاملاً صاف و عمود بر محور میلگرد بریده شوند.
- تماس بین دو سر میلگرد باید حداکثر ممکن و بدون فاصله باشد.
- زاویه سطح برش نسبت به حالت عمود نباید بیش از ۱٫۵ درجه انحراف داشته باشد.
- استفاده از این وصله میلگرد فقط در اعضایی مجاز است که دارای خاموت بسته، تنگ یا مارپیچ برای مهار جانبی باشند.
طول وصله میلگرد
طول وصله میلگرد به حداقل طولی گفته میشود که دو میلگرد باید به صورت همپوشان یا متصل در کنار یکدیگر قرار گیرند تا انتقال نیرو به صورت ایمن و کامل انجام شود. این طول اهمیت ویژهای در تضمین پیوستگی سازه و جلوگیری از تمرکز تنشها در محل وصله دارد.
مطابق بند ۹-۲۱-۴ مبحث نهم مقررات ملی ساختمان، طول وصله میلگرد بر اساس نوع میلگرد، موقعیت وصله (کشش یا فشار) و شرایط اجرای وصله تعیین میشود.
- وصله پوششی میلگردهای آجدار و سیمهای آجدار در کشش: مطابق بند 9-21-4-2 طول این وصلهها باید برابر با 1.3Ld باشد (وصله نوع B). در صورتی که در ناحیه وصله، مقدار آرماتور موجود حداقل دو برابر مقدار موردنیاز باشد و حداکثر نصف آرماتور وصله شود، طول وصله را میتوان به 1.0Ld کاهش داد (وصله نوع A). در هر حال، حداقل طول وصله کششی ۳۰۰ میلیمتر است.
- وصله پوششی میلگردهای آجدار در فشار: بر اساس بند 9-21-5-1 برای میلگردهای با قطر حداکثر ۳۴ میلیمتر و با تنش تسلیم کوچکتر یا مساوی ۴۲۰ مگاپاسکال، طول وصله برابر با 0.071fydb است و در هر صورت نباید کمتر از ۳۰۰ میلیمتر باشد.
- وصله غیرتماسی: در اعضای خمشی فاصله عرضی مرکز به مرکز میلگردهای وصله شده نباید از یکپنجم طول وصله و ۱۵۰ میلیمتر تجاوز کند و طول وصله باید ۱٫۳ برابر وصله تماسی باشد.
- وصله با قطرهای متفاوت: مطابق بند بر اساس 9-21-4-2-2 طول وصله نباید از طول گیرایی میلگرد بزرگتر و طول وصله کششی میلگرد کوچکتر کمتر باشد.
ضوابط کلی وصله میلگردها
ضوابط وصله میلگردها بسته به قطر میلگرد، نوع نیرو، نوع وصله و شرایط طراحی ممکن است متفاوت باشند. با این حال، موارد زیر بهعنوان کلیات ضوابط وصله میلگردها در مبحث نهم مقررات ملی ساختمان آمدهاند:
- استفاده از وصله پوششی در میلگردهای کششی و فشاری با قطر ≤ ۳۴ میلیمتر مجاز است (بند ۹-۲۱-۴-۱-۲).
- همچنین در حالت فشار، امکان وصله میلگرد با قطر تا ۴۲ میلیمتر به میلگرد با قطر ≤ ۳۴ میلیمتر تحت شرایط خاص وجود دارد (بند ۹-۲۱-۴-۵-۲).
- محل وصله باید حتیالامکان در ناحیههای با تنش کم انتخاب شود.
- در هر مقطع، حداکثر ۵۰ درصد میلگردهای عضو همزمان وصله شوند، مگر در طراحی ویژه (بند ۹-۲۱-۴-۱-۶).
- حداقل فاصله آزاد بین وصلههای تماسی و میلگردهای مجاور باید مطابق الزامات فاصله میلگرد (بند ۹-۲۱-۲-۱-۱) رعایت شود.
- کاهش طول گیرایی به دلیل آرماتور اضافی در محاسبه طول وصلهها مجاز نیست (بند ۹-۲۱-۴-۱-۵).
- حداکثر ۴ میلگرد میتوانند بهعنوان یک گروه وصله شوند (بند ۹-۲۱-۵-۱).
- طول وصله گروههای سهتایی و چهارتایی باید به ترتیب ۲۰٪ و ۳۳٪ بیشتر از میلگردهای منفرد در نظر گرفته شود (بند ۹-۲۱-۵-۷).
- محل قطع میلگردهای گروه باید حداقل ۴۰ قطر از یکدیگر فاصله داشته باشد (بند ۹-۲۱-۵-۴).
- وصلههای مکانیکی (مثل کوپلر) و وصلههای جوشی باید توانایی انتقال نیروی برابر با ۱٫۲۵ برابر تنش تسلیم میلگرد در کشش یا فشار را داشته باشند (بند ۹-۲۱-۴-۷-۶).
- اثر افزایش ابعاد میلگرد ناشی از وصله مکانیکی باید در طراحی پوشش بتن لحاظ شود (بند ۹-۲۱-۴-۷-۵).
- در اعضای کششی خاص، وصلههای جوشی یا مکانیکی باید با فاصله ۷۵۰ میلیمتر از یکدیگر انجام شوند (بند ۹-۲۱-۴-۷-۸).
- مطابق بند ۹-۲۱-۴-۶، در اعضایی که فقط تحت فشار هستند میتوان از وصله اتکایی استفاده کرد، مشروط به اینکه:
- انتهای میلگردها صاف و عمود بریده شده باشند.
- میلگردها هممحور و با گوه یا طوقه نگهداری شوند.
- اختلاف زاویه بین میلگردها کمتر از ۳ درجه باشد.
برای کسب اطلاعات بیشتر میتوانید فایل کامل مبحث نهم مقررات ملی ساختمان را از لینک زیر دریافت کنید.
دانلود مبحث 9 مقررات ملی ساختمانکدام روش وصله میلگرد بهتر است؟
انتخاب روش مناسب وصله میلگرد به شرایط پروژه بستگی دارد. مهمترین عوامل موثر شامل قطر میلگرد، تراکم آرماتور، محدودیت فضا، سرعت اجرای مورد نیاز و هزینه است.
- اگر قطر میلگرد کوچک (کمتر از۳۴ میلیمتر) باشد و محدودیت خاصی در فضا و تراکم آرماتور وجود نداشته باشد، وصله پوششی (اورلپ) به دلیل سادگی اجرا و هزینه پایینتر، گزینه مناسبی است.
- در پروژههایی که قطر میلگرد زیاد یا تراکم آرماتور بالا است و امکان اجرای طول اورلپ وجود ندارد، استفاده از وصله مکانیکی (کوپلر) توصیه میشود.
- برای شرایطی که نیاز به کنترل کیفیت بسیار دقیق وجود دارد، مانند پروژههای صنعتی، نیروگاهی یا نظامی، استفاده از وصله جوشی ارجحیت دارد.
- در اعضایی با قطر حداقل 25 میلیمتر یا بیشتر که صرفا تحت فشار قرار دارند، وصله اتکایی میتواند ساده و اقتصادی باشد.
در نهایت، انتخاب بهترین روش وصله میلگرد باید با نظر طراحان و مهندسان سازه و بر اساس شرایط واقعی پروژه انجام شود. برای درک بهتر انواع روشهای وصله میلگرد و ویژگیهای هر یک، جدول مقایسهای زیر را مشاهده کنید:
| روش وصله آرماتور | مزایا | معایب | کاربرد مناسب |
| وصله پوششی (اورلپ) | ساده، اقتصادی، بدون تجهیزات خاص | طول زیاد وصله، افزایش تراکم آرماتور | پروژههای متداول، قطر ≤۳۴ میلیمتر |
| وصله مکانیکی (کوپلینگ) | حذف طول همپوشانی، مناسب قطر بالا | هزینه بالاتر، نیاز به تجهیزات ویژه | تراکم آرماتور زیاد، محدودیت فضا |
| وصله جوشی | بدون همپوشانی، انتقال کامل نیرو | وابسته به کیفیت جوش، کنترل دشوار | پروژههای خاص با کنترل کیفیت بالا |
| وصله اتکایی | بدون نیاز به طول وصله، اجرای ساده فشار | فقط برای اعضای فشاری، نیاز به برش دقیق | ستونها و دیوارهای تحت فشار |
جمع بندی
وصله میلگرد بخش مهمی از اجرای صحیح سازههای بتنی محسوب میشود و انتخاب روش مناسب آن باید بر اساس شرایط اجرایی، قطر میلگرد، تراکم آرماتور و الزامات آییننامهای انجام شود. از وصله میلگرد پوششی گرفته تا وصله مکانیکی، جوشی و اتکایی، هر روش کاربرد خاص خود را دارد و رعایت ضوابط طراحی و اجرایی در هر یک از این روشها، تضمینکننده ایمنی و دوام سازه خواهد بود. با درک تفاوت این روشها و آشنایی با ضوابط مبحث نهم، میتوان بهترین انتخاب را متناسب با نیاز پروژه انجام داد.
در انتهای این مقاله امیدواریم اطلاعات خوبی درباره انواع وصله میلگرد کسب کرده باشید. در صورتی که در این مورد سوالی دارید میتوانید آن را در بخش دیدگاه با ما به اشتراک بگذارید.
مسیر پیشنهادی مطالعه مقالات آکادمی عمران
سوالات متداول
وصله اتکایی میلگرد روشی است که با قرار دادن دو انتهای میلگردهای فشاری روی یکدیگر انجام میشود. این روش فقط برای میلگردهای تحت فشار با قطر ۲۵ میلیمتر و بیشتر مجاز است.
اندازه طول وصله پوششی میلگرد به قطر میلگرد، مقاومت بتن، میزان تنش و شرایط محیط بستگی دارد. طبق آییننامهها، طول وصله معمولا برابر یا بیشتر از طول مهاری میلگرد است که معمولا ۳۰ تا ۵۰ برابر قطر میلگرد در نظر گرفته میشود.
وصله مکانیکی با قطعات فلزی مثل کوپلر نیرو را منتقل میکند و به همپوشانی کوتاه نیاز دارد، اما وصله پوششی با قرار دادن میلگردها کنار هم داخل بتن و اتکا به چسبندگی و اصطکاک، طول همپوشانی بیشتری میخواهد و حساستر است.
بله، هر چقدر قطر میلگرد بیشتر باشد، طول وصله پوششی هم باید بیشتر شود چون میلگردهایی با قطر بالاتر، نیرو و تنش بیشتری را تحمل میکنند و برای انتقال کامل این نیرو، طول همپوشانی بزرگتر لازم است.












maghale kheyli khob va jameiiee bod.mamnoon
سلام وقت بخیر
ممنون از حسن نظر شما
در چه شرایطی استفاده از وصله مکانیکی (کوپلر) نسبت به اورلپ الزامی است؟
سلام وقت بخیر
طبق مبحث نهم (بند ۹-۲۱-۴)، وصله پوششی فقط برای میلگردهای با قطر کمتر از ۳۴ میلیمتر مجاز است. برای میلگردهای با قطر بزرگتر یا زمانی که به دلیل تراکم آرماتور امکان اجرای طول اورلپ وجود ندارد، باید از وصله مکانیکی مانند کوپلر استفاده شود. این وصلهها باید توان انتقال حداقل ۱٫۲۵ برابر تنش تسلیم میلگرد را داشته باشند.
محتوا خیلی جامع و ضوابط وصله میلگرد هم خیلی کاربردی بود. ممنونم
سلام وقت بخیر
ممنون از حسن نظر شما؛ خوشحالیم که محتوا برای شما مفید و کاربردی بوده
باسلام
لطفا بفرمائید بهترین روش از میان یه روش اتصال میلگرد ستون بهم کدوم روشه یعنی استاندارد ترین روش؟
روش کوپلینگ برای تیرها هم میشه اجرا کرد؟
تو استان ما روش فورجینگ وکوپاینگ حتی در یه ساختمان هم اجرا نشده من تصمیم داره دستگاه رزوه زن برای کوپلینگ بیارم که سیار باشه سر پروژه مسقر بشم وکارا را انجام بدم به نظر شما نظام مهندسی این روش را ترجیح میده ؟
سلام روش کوپلینگ از همه مطمئن تر و قطعا گرون تر است.
ممنون از مقاله خوبتون. مطالب سایت اکادمی عمران همیشه کامله
ممنون از حسن نظر و لطف شما
سلام
ممنون از حسن نظر شما دوست عزیز
با سلام. ناظرسازه ام.
برای ستون با درصد بالای ۳.۵، طراح کوپلینگ داده. اما آرماتور ستون روی پی رو بستن و رزوه نکردند.
۱. آیا باید کوپلینگ پیچی استفاده کرد؟
۲. در سایر طبقات بگم مراقب باشن تکرار نشه و ملزم کنم از کوپلینگ استاندارد استفاده کنن؟
( ارماتورهاهمه۲۰ هستن.)
۳. برای کنترل کوپلینگ خود کوپلر هم تست داره یا گواهی نامه؟
۴. شماره ب ۱۰۰۰۱۵۱۷ مسج کردن داره؟
۵. اگه چیز،دیگه هست چطور کنترل کنم؟
۶. پیمانکار چه مدرکی باید داشته باشه؟
۷. خود میلگرد باید تست شه؟ چطور و چی رو بفرستیم ازمایشگاه؟
۸. دانشگاه تهرانم تست میگیرن؟
ممنون که همه رو پاسخ می دهید.
سلام، وقت بخیر
سوالتون خیلی طولانی هست
تو واتس اپ پیام بدید ویس بدیم بهتون بهتر راهنمایی بشید. موفق باشید
خیلی مفید بود
دمتون گرم
ممنون از حسن نظر شما
سلام خسته نباشید
از چه وصله ای در ستون ها استفاده میشه؟
سلام وقت بخیر
وصله ارماتورهای ستون به روش های اورلپ، فورجینگ و کوپلینگ مجاز است.
عالی و کامل
ممنون از حسن نظر شما.
سلام و وقت بخیر. استفاده از جوشکاری ذر روش اورلپ مجاز هست؟
سلام وقت شما هم بخیر.
خیر
وصله جوشی ترد است و برای المان هایی که در زلزله نیاز به شکل پذیری دارند مثل ستون مناسب نیست. اما می توان برای وصله ارماتورهای همبندی از این روش استفاده کرد.
در ستون و تیرها و فونداسیون وصله ها باید کجاها باشه؟
طول همپوشانی کارگاهی ارماتور ها چقدر با ایین نامه جدید؟
احسنت
سلام وقتتون بخیر
لطفا برید به دسته بندی مقالات آرماتور بندی و آرماتور بندی تیر و ستون رو مطالعه کنید
توضیحاتش طولانی و زیاده و در اینجا نمیگنجد.
با سلام و وقت بخیر
یک سوال داشتم
در بخش وصله جوشی ذوبی دیتایل مربوط به اتصال با نوار جوش دو طرفه شکل ۳-۴ از کدام منبع آورده شده ؟
باسلام
منبع آن آیین نامه بتن ایران (آبا) است.
موفق باشید.
عالی بود ?
خیلی ممنونیم!
موفق باشید.
good
ممنون از محبتتون
سلام آیا توالی آرماتور های برشی دیوار های برشی در تیر ها الزامی است در حقیقت اگر تیری داشته باشیم به ار تفاع ۶۰ سانتیمتر آیا در جان تیر بایستی آرماتور برشی یا ارماتور افقی دیوار برشی را اجرا کنیم ؟؟؟؟
سلام
بستگی به نظر طراح دارد اما معمولا نیازی به اجرای آن نیست.
موفق باشید.
با سلام
در اورلپ میلگردهای ستون، میگردها باید از روی کف شروع بشه یا میتونه از وسط ستون هم شروع بشه؟
چون میگردهای انتظار نزدیک ۱۸۰ تا دو متره
ممنون
باسلام
در ساختمانهایی با قاب خمشی ویژه، وصله آرماتورها حتما باید در یک سوم میانی ارتفاع ستون انجام شود. ولی در قابهای خمشی متوسط لزومی ندارد و معمولا به جای اینکه ۲ متر آرماتور انتظار در نظر بگیرند که یک متر وسط وصله شود، یک متر در نظر میگیرند که در یک سوم پایینی وصله انجام شود.
سلام لطفا بند این موضوع را از مبحث ۱۹ اشاره نمایید با تشکر
سلام این مورد در مبحث نهم در بخش قاب های خمشی ذکر شده است.
سلام
تشکر فراوان عالی بود
سلام، ممنون که با آکادمی عمران همراه بودید.
سلام برای جوشکاری میلگرد مجری از کجا پیدا کنم شماره تماس برام لطف کنید ( فورجینگ)
با سلام، فعلا امکان معرفی همکارانمون تو سایت، برامون وجود نداره. موفق باشید.
سلام،وقت بخیر
درخصوص وصله ستون
با توجه به اینکه سایز میلگرد ستون ۲۲ یا بیشتر هست و عدم اجرای خم ۱ به ۶ میشه ابعاد مقطع ریشه در فنداسیون رو به اندازه قطر میلگرد ستون کوچیکتر در نظر بگیریم و میلگرد های ستون در کنار میلگرد های ریشه قرار بدیم ؟ممنون
سلام. اگر منظورتون این هست که به جای میلگردهای انتظار که معمولا بولت هایی با خم انتهایی هستند از میلگرد های ستون استفاده کنید. بسته به نوع پروژه و شرایط اجرایی می توانید نحوه اجرا را تغییر دهید. اما میزان آرماتور مصرفی را باید معادل کنید و طول مهاری را نیز تامین کنید. یعنی تعداد بولت ها ضرب در مساحت مقطع هر بولت با تعداد میلگردهای ستون ضربدر مساحت مقطع هر میلگرد یکسان باشد. طول مهاری ارماتور های انتظار در فونداسیون نیز تامین شود. علاوه بر این حتما با طراح پروژه در این مورد مشورت کنید. چون ما از جزئیات بارگذاری، ابعاد ستون و بولت طراحی شده بی خبریم.
موفق باشید.
سلام و خسته نباشید
ممنون و سپاس از مطالب خوب و مفیدتون
خدا نگهدارتون باشه
سلام
خوش حالیم که این مطلب براتون مفید بوده.
سپاس بیکران از اینکه این منابع مهم رو در اختیار ما گذاشتید تا اطلاعات ما رو افزایش بدید?
خواهش می کنم محمد عزیز
خیلی خوشحالیم که مطالب برای شما مفید بوده.
امیدواریم بتونیم مطالب مفید بیشتری رو در اختیار شما بذاریم.
بسیار مفید .سپاس
خوش حالیم که براتون مفید بوده، موفق باشید.